Покриття

Цинкове покриття
1. Цинкове покриття є анодним по відношенню до чорних металів і захищає сталь від корозії електрохімічно при температурах до 70°С, при більш високих температурах - механічно.
Покриття запобігає контактну корозію сталей при сполученні з деталями з алюмінію і його сплавів; забезпечує свинчиваемость різьбових деталей.
2. Для підвищення корозійної стійкості цинкове покриття хроматируют і фосфатируют. Хроматування одночасно покращує декоративний вигляд покриття.Хроматная плівка механічно нетривка.
3. Цинкове хроматированное покриття втрачає свій декоративний вигляд за умови періодичного механічного впливу: дотики інструменту, рук.
4. Без хроматування та фосфатування покриття застосовують для забезпечення електропровідності і при опрессовке пластмасами при температурі вище 100°С.
5. Електрохімічне цинкування викликає втрату пластичності сталей внаслідок наводороживания. Сталі з межею міцності вище 1380МПа цинкування не підлягають.
6. Покриття володіє міцним зчепленням з основним металом, низьким опором механічного стирання і підвищеною крихкістю при температурах вище 250°С і нижче мінус 70°С; матове покриття витримує гибку, развальцовку.
Покриття володіє низькою хімічною стійкістю до дії продуктів, що виділяються при старінні органічних матеріалів.
7. Мікротвердість покриття, що наноситься електрохімічним способом, в середньому, становить 490-1180 МПа (50-120 кгс/мм2); питомий опір: при температурі 18°С становить 5,75·10-8 Ом·м
Кадмиевое покриття
1. Кадмиевое покриття є анодним і захищає сталь від корозії в атмосфері і морській воді електрохімічно; в прісній воді - механічно.
2. Для підвищення корозійної стійкості кадмиевое покриття хроматируют і фосфатируют. Хроматування одночасно покращує декоративний вигляд покриття.Хроматная плівка механічно нетривка.
Швидкість корозії в промисловій атмосфері в 1,5-2 рази більше, ніж у цинкового покриття.
3. Без хроматування та фосфатування покриття застосовують для забезпечення електропровідності, при опрессовке пластмасами при температурі вище 100°С.
4. Покриття не рекомендується застосовувати для деталей, що працюють в атмосфері промислових районів; в контакті з паливом, що містить сірчисті сполуки; в атмосфері, що містить леткі агресивні сполуки, що виділяються при старінні з органічних речовин: при висиханні оліфи, олійних лаків і т. п.
5. Електрохімічне кадмування викликає втрату пластичності сталей внаслідок наводороживания. Для деталей зі сталі з межею міцності вище 1370МПа (140кгс/мм2) допускається кадмування за спеціальною технологією.
6. Покриття володіє міцним зчепленням з основним металом, хорошими антифрикційними властивостями, низькою зносостійкістю; пластичнее цинкового; витримує запресовування, витяжку, развальцовку, свинчивание. Оксиди кадмію токсичні.
Зварювання по кадмиевому покриття не допускається.
7. Мікротвердість кадмієвого покриття -340-490МПа (35-50кгс/мм2); питомий опір при температурі 18°С - 10,98·10-8 Ом·м
Нікелеве покриття
1. Нікелеве покриття є катодним по відношенню до сталі, алюмінієвих і цинковим сплавів. Покриття застосовується для захисної, захисно-декоративної обробки деталей, підвищення поверхневої твердості, зносостійкості і електропровідності.
2. Для підвищення декоративності покриття за нікелевому подслою наносять хром товщиною до 1мкм.
3. Збільшення корозійної стійкості досягається поєднанням декількох шарів нікелевих покриттів з різними фізико-хімічними властивостями. При товщині 24мкм захисні властивості двошарового покриття (без підшару міді) у два рази, а тришарового з заповнювачем в три рази перевершують захисні властивості блискучих покриттів.
4. Питомий опір при темпера турі 18 °С - 7,23 · 10-8 Ом·м;
мікротвердість блискучого покриття 4420-4900, полублестящего - 2940-3930МПа;
коефіцієнт відбиття блискучого покриття - 75%. Допустима робоча темпера туру 650°С.
5. Покриття забезпечує хорошу текучість припоїв та отримання вакуумплотных з'єднань при високотемпературній пайці у різних середовищах без застосування флюсів, а також при аргонодугового зварюванні (в останньому випадку без мідного підшару). Нікелеве покриття товщиною до 6мкм може піддаватися точкової зварюванні.
6. Покриття служить бар'єрним шаром під покриття золотом, сріблом, сплавом олово-свинець і іншими металами, запобігаючи дифузію міді, цинку, заліза та інших металів.
7. Чорне нікелеве покриття застосовується для додання деталям спеціальних оптичних і декоративних властивостей.
Коефіцієнт відображення чорного нікелевого покриття - до 20%.
Нікелеве хімічне покриття
1. Хімічне нікелеве покриття, що містить 3-12% фосфору, володіють кращими захисними властивостями в порівнянні з електрохімічним нікелевим покриттям, покриття володіє підвищеною твердістю і зносостійкістю і рекомендується для деталей, що працюють в умовах тертя, особливо при відсутності змащення; застосовується для зачеплені від корозії, для забезпечення пайки низькотемпературними припоями.
Покриття володіє підвищеною крихкістю, не рекомендується згинання і розвальцьовування талів з хімічним нікелевим покриттям.
2. Покриття рекомендується застосовувати переважно для сложнопрофилированных деталей.
3. Покриття після термообробки при температурі 400°С набуває високу твердість.
4. Мікротвердість покриття після термообробки - 6400-11800МПа (650-1200кгс/мм2); питомий опір при температурі 18°С - 6,8·10-7 Ом·м
Хромове покриття
1. Хромове покриття є катодним по відношенню до сталі, алюмінієвих і цинковим сплавів, забезпечує захист від корозії і покращує декоративний вигляд.
2. Захисно-декоративне покриття наносять по подслою нікелю тонким дзеркально-блискучим шаром до 1мкм. Покриття товщиною до 0,5 мкм - пористе, при збільшенні товщини утворюється сітка тріщин.
3. Електрохімічне хромове покриття може бути твердим, пористим, молочним.
4. Міцне хромове покриття має високу зносостійкість, жаростійкість, низьким коефіцієнтом тертя, поганий смачиваемостью, низькою пластичністю.
Покриття ефективно працює на тертя (при нанесенні на тверду основу), добре витримує рівномірно розподілене навантаження, що легко руйнується під дією зосереджених ударних навантажень.
5. Молочне хромове покриття володіє невисокою твердістю і зносостійкістю, невеликий пористістю. Покриття захищає від корозії із збереженням декоративного вигляду.
6. Наводороживание сталей сильніше при отриманні молочного покриття, ніж твердої.
7. Для деталей, до яких висувають вимоги захисту від корозії, декоративної обробки, а також зносостійкості, рекомендується застосовувати комбіноване покриття, що складається з молочного та твердого хрому.
8. Пористе покриття підвищує зносостійкість деталей. Покриття характеризується розгалуженою сіткою тріщин (пори розширені додатковим анодним травленням).
9. Чорне хромове покриття застосовується для створення светопоглощающего поверхні; покриття неміцно при роботі на тертя. Коефіцієнт відображення чорного хромового покриття - 3-4%; покриття стабільно у вакуумі.
10. Нанесення хромових покриттів на сложнопрофилированные деталі утруднене із-за низької розсіювальної здатності хромових електролітів.
11. Для підвищення корозійної стійкості деталі з хромовим покриттям можуть піддаватися додатковій обробці (гидрофобизированию, просочення тощо).
При експлуатації в умовах безпосереднього впливу морської води для додаткового захисту хромованих деталей рекомендується періодичне відновлення мастила.
12. Мікротвердість твердого хромового покриття - 7350-10780МПа (750-1100кгс/мм2), чорного хромового покриття - 2940-3430МПа (300 - 350кгс/мм2).
Мідне покриття
1. Мідне покриття є катодним по відношенню до сталі, алюмінієвих, магнієвим і цинковим сплавів. Покриття застосовується в якості технологічного підшару для зменшення пористості та підвищення зчеплення інших покриттів. Для захисту від корозії як самостійне покриття не рекомендується із-за низької корозійної стійкості.
2. Мідне покриття володіє високою електро - і теплопровідністю, пластичністю, витримує глибоку витяжку, развальцовку, добре полірується, полегшує роботу, притирання і свинчивание; в свежеосажденном стані добре паяється. З низькотемпературними припоями утворює интерметаллические з'єднання, різко погіршують паяемость і міцність паяного з'єднання.
3. Допустима робоча температура покриття - 300°З; мікротвердість покриття - 590-1470МПа (60-150ктс/мм2); питомий опір при температурі 18°С - 1,68·10-8Ом·м.
Покриття сплавом мідь – олово
1. Покриття высокооловянистым сплавом М-Про(60) по відношенню до сталі є катодним, рекомендується для підвищення зносостійкості електроконтактних деталей, а також для забезпечення пайки. Покриття допускається застосовувати в якості захисно-декоративного.
2. Покриття стійке до дії лугів, слабких органічних кислот і сірчистих сполук.
3. Коефіцієнт відбиття покриття 60-65%, опір зносу - у 4 рази більше, ніж у срібного покриття; твердість у 5-6 разів більше твердості мідного покриття.
4. Покриття добре паяється низькотемпературними припоями з застосуванням канифольных флюсів.
5. Покриття не схильне росту ниткоподібних кристалів і переходу в порошкову модифікацію при низьких температурах.
6. Мікротвердість покриття - 5390-6370МПа (550-650ктс/мм2).
Олов'яних покриття
1. Олов'яних покриття в атмосферних умовах є катодним по відношенню до сталі, анодним - у багатьох органічних середовищах, а також по відношенню до міді та її сплавів, що містять більше 50% міді. Покриття рекомендується для забезпечення пайки.
2. Олов'яних покриття стійке до дії сірковмісних сполук і рекомендується для деталей, що контактують з усіма видами пластмас і гум.
3. Олов'яних покриття володіє хорошим зчепленням з основним металом, еластичністю, витримує вигин, витяжку, развальцовку, штампування, пресову посадку, добре зберігається при свинчивании.
Свежеосажденное олов'яних покриття добре паяється. Блискуче покриття зберігає здатність до пайку більш тривалий час, ніж матове.
4. Для матового олов'яного покриття характерна значна пористість. Пористість покриттів малої товщини (до 6мкм) може бути знижена оплавленням покриття або нанесенням блискучого покриття.
5. На поверхні покриття в процесі зберігання утворюються ниткоподібні струмопровідні кристали («голки»).
6. При експлуатації олов'яних покриттів при температурі нижче плюс 13°С можливе руйнування покриття внаслідок переходу компактного білого олова (β-Sn) в порошкоподібний сіре олово (α-Sn) («олов'яна чума»).
7. Мікротвердість покриття - 118-198МПа (12-20кгс/мм2); питомий опір при 18°С - 11,5·10-8 Ом·м Допустима робоча температура покриття - 200°С.
Покриття сплавом олово – нікель
1. Покриття сплавом О-Н(65) є катодним по відношенню до сталі; рекомендується як захисне для деталей, що підлягають пайку; для забезпечення поверхневої твердості і зносостійкості.
2. Покриття володіє високою корозійною стійкістю: стойка в умовах підвищеної вологості і середовищі, що містить сірчисті сполуки.
3. Покриття добре поліруються, витримує запресовування в пластмаси, внаслідок високої крихкості не рекомендується для деталей, що піддаються развальцовке і ударних навантажень.
4. Мікротвердість покриття 4900-5880 МПа (500-600кгс/мм2). Допустима робоча температура 300-350°С.
Покриття сплавом олово – вісмут
1. Покриття сплавом Про-Ві-(99,8) в атмосферних умовах є катодним по відношенню до сталі, анодним по відношенню до міді та її сплавів, що містять більше 50% міді; рекомендується як захисне для деталей, що підлягають пайку.
2. Корозійна стійкість і схильність до иглообразованию такі ж, як у олов'яного покриття.
3. Покриття добре витримує развальцовку, штампування, пресові посадки, зберігаються при свинчивании.
Покриття сплавом олово – свинець
1. Покриття сплавом О-С(60) в атмосферних умовах є катодним по відношенню до сталі, анодним - по відношенню до міді та її сплавів.
Покриття забезпечує паяемость низькотемпературними припоями.
2. В умовах підвищеної температури і вологості корозійна стійкість нижче, ніж у олов'яного покриття.
3. Покриття пластично, що володіє низьким електричним опором, паяється зі зміною неактивованих канифольных флюсів.
4. Оплавленное покриття має кращі експлуатаційні характеристики.
5. Оплавленное покриття не схильне иглообразованию. На цинкоутримуючий сплавах покриття повинне застосовуватися за подслою нікелю, запобігає дифузію цинку в покриття і иглообразование.
6. Паяемость покриття після обпресування в полімерні матеріали, при необхідності, відновлюють гарячим способом з неактивированным каніфольним флюсом.
Золоте покриття
1. Золоте покриття є катодним по відношенню до вкриваємої металів і захищає їх механічно; рекомендується для забезпечення низького і стабільного перехідного електричного опору контактуючих поверхонь, поліпшення поверхневої електропровідності.
2. Покриття володіє високою тепло - і електропровідністю, хімічною стійкістю, в тому числі в атмосфері з підвищеною вологістю і сірковмісних середовищах.
3. Групові контакти з покриттями золотом і сплавами золотом, мають зазвичай запалі зазори між ланцюгами, для умов експлуатація 4-8 слід герметизувати або переміщати в пылебрызгозащитные пристрою.
4. Покриття з ціаністих електролітів, що працює в контактних пристроях, схильне до зростання адгезії тертьових поверхонь в процесі роботи. Покриття з кислих електролітів не володіє таким ефектом.
5. При осадженні золотого покриття на латунь рекомендується подслой нікелю, який запобігає дифузії цинку на поверхню золотих покриттів з основного металу.
Нікелевий подслой під покриття золотом і сплавами золотом слід наносити з електролітів, що забезпечують отримання покриття з низькими внутрішніми напруженнями.
6. З олов'яно-свинцевими припоями золоте покриття утворює тендітні интерметаллические з'єднання, що знижують механічну міцність паяного з'єднання.
7. Мікротвердість покриття 392-980 МПа (40-100 кгс/мм2); питомий опір при температурі 18°С - 2,2·10-8 Ом·м; внутрішні напруги досягають 59-147 МПа (6-15кгс/мм2).
Покриття сплавом золото – нікель
1. Покриття сплавами Зл-Н (99,5-99,9), Зл-Н (98,5-99,5), Зл-Н (93,0-95,0) є катодними по відношенню до вкриваємої металів і захищають їх механічно. Корозійна стійкість сплаву золото-нікель і функціональне призначення такі ж, як золотого покриття.
2. Покриття характеризується високою електро - і теплопровідністю, високою твердістю, підвищеним опором зносу, відсутністю схильності до зварювання, невисокими внутрішніми напруженнями; відрізняється хімічною стійкістю в різних агресивних середовищах і зберігає стабільними у часі свої характеристики.
3. Підшар нікелю створює сприятливі умови роботи покриттів на тертя, запобігає дифузії основного металу при температурах до 350°С, сприяє стабільності контактного опору.
4. З олов'яно-свинцевими припоями покриття утворює тендітні интерметаллические з'єднання, що знижують механічну міцність паяного з'єднання.
Срібне покриття
1. Срібне покриття є катодним по відношенню до вкриваємої металів; рекомендується для забезпечення низького контактного опору, для поліпшення поверхневої електропровідності.
2. Покриття характеризується високою електро - і теплопровідністю, пластичністю, відбивною здатністю; низькими твердістю, опором механічного зносу і внутрішніми напруженнями; схильністю до зварювання.
Покриття добре витримує згинання і развальцовку, погано переносить опресовування в полімерні матеріали.
Покриття піддається міграції по поверхні діелектрика під дією різниці потенціалів.
Блеськообразователі в електролітах для нанесення покриття здатні негативно впливати на електропровідність покриття.
3. Не допускається застосовувати срібне покриття в якості підшару під золото з-за дифузії срібла через золото з утворенням поверхневих непровідних плівок (При застосуванні виробів з электроконтактами з золотим покриттям по подслою срібла можлива нестабільність перехідного опору аж до відмови із-за дифузії срібла через золото).
4. Під впливом сполук хлору, аміаку, сірковмісних, фенолсодержащих і т. п. речовин на поверхні срібних і срібловмісних покриттів утворюється плівка, сприяє підвищенню перехідного опору покриття і утрудняє його пайку.
5. Мікротвердість покриття - 883-1370МПа (90-140кгс/мм2), яка протягом часу може зменшуватися до 558МПа (60кгс/мм2); питомий опір при температурі 18°С - 1,6·10-8 Ом·м
Палладиевое покриття
1. Палладиевое покриття є катодним по відношенню до вкриваємої металів, володіє високою стійкістю в атмосферних умовах і при впливі сірчистих сполук.
2. Покриття рекомендується застосовувати для зниження перехідного опору контактуючих поверхонь, підвищення їх поверхневої твердості і зносостійкості, при необхідності збереження сталості електричного опору.
3. Покриття володіє високою зносостійкістю і хорошою електропровідністю, стабільним у часі контактним опором; коефіцієнт відбиття - 60-70%.
Електропровідність майже в сім разів нижче, ніж у срібного покриття, але стабільна в часі до температури 300 °С
4. Покриття не рекомендується застосовувати в контакті з органічними матеріалами і резинами, а також у замкнутому просторі при наявності зазначених матеріалів; не допускається застосовувати в середовищі водню.
5. При товщині більш 9мкм в покритті виникають мікротріщини, що знижує його функціональні і захисні властивості.
6. Мікротвердість покриття - 1960-2450МПа (200-260кгс/мм2); питомий опір при температурі 18°С - 10,8·10-8 Ом·м; внутрішні напруження досягають 686МПа (70кгс/мм2).
Родієве покриття
1. Родієве покриття є катодним по відношенню до вкриваємої металів.
2. Покриття рекомендується застосовувати для забезпечення стабільних електричних параметрів деталей контактних пристроїв, підвищення відбивної здатності поверхні.
3. Покриття володіє високою зносостійкістю, електропровідністю, відбивною здатністю.
Коефіцієнт відбиття - 76-81%.
Покриття не піддається зварюванню, стійко в більшості корозійно-активних середовищ, в тому числі в сірководні, не окислюється до температури 500°С.
4. Покриття товщиною 1,0 мкм практично не має пор, при товщині більше 3мкм схильне до утворення мікротріщин.
5. Мікротвердість покриття - 3920-7840МПа (400-800кгс/мм2); питомий опір при температурі 18°С - 4,5·10-8 Ом·м; внутрішні напруги досягають 1670МПа (170кгс/мм2).
Анодно-окисні покриття
1. По алюмінію і алюмінієвих сплавів
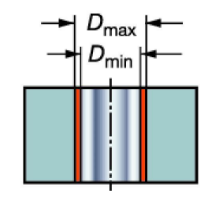
1.1. При анодировании розміри деталей збільшуються приблизно на 0,5 товщини покриття (на сторону).
1.2. Якість анодно-окисного покриття підвищується з поліпшенням чистоти обробки поверхні деталей.
1.3. Анодно-окисні покриття, що застосовуються для захисту від корозії, піддаються наповнення в розчині біхромату калію, натрію або у воді, в залежності від їх призначення. Ці покриття є хорошою основою для нанесення лакофарбових покриттів, клеїв, герметиків і т. п.. Для додання деталей декоративного вигляду анодно-окисні покриття перед наповненням фарбують адсорбційним способом розчину різних барвників або електрохімічним способом у розчинах солей металів.
1.4. Для отримання на анодованих де талях з алюмінієвих сплавів дзеркального блиску рекомендується попередньо політи ками поверхню. Відбивна здатність анодованого алюмінію і його сплавів зменшується в наступному порядку: А99 А97, А7, А6, АД1, АМг1, АМг3, АД31, АД33.
1.5. Тверді анодно-окисні покриття з товщиною 20-100мкм є зносостійкими (особливо при використанні матеріалів), а також володіють тепло - і електроізоляційними властивостями.
Деталі з твердими анодно-окисными покриттями можуть піддаватися механічній обробці.
1.6. Анодно-окисні покриття мають пористу будову, неэлектропроводны, тендітні і схильні до розтріскування при нагріванні вище 100°С або деформаціях.
1.7. При сірчанокислотному анодировании шорсткість поверхні збільшується на два класу; хромовокислое анодування меншою мірою відбивається на шорсткості поверхні.
При призначенні анодно-окисних покриттів слід враховувати їх вплив на механічні властивості основного металу. Вплив анодно-окисних покриттів зростає із збільшенням їх товщини і залежить від складу сплаву.
1.8. Анодування в хромової кислоти зазвичай застосовується для захисту від корозії деталей з алюмінієвих сплавів, що містять не більше 5% міді, головним чином, для деталей 5-6 квалитетов.
1.9. Покриття Ан.Окс.эиз наносять для додання поверхні деталей з алюмінію і алюмінієвих сплавів електроізоляційних властивостей.
1.10. При электроизоляционном анодировании рекомендується застосовувати щавлевокислий електроліт.
Покриття забезпечує стабільні електроізоляційні властивості після просочення або нанесення відповідних лакофарбових матеріалів; при просоченні товщина покриття збільшується на 3-7мкм, при нанесенні лакофарбового покриття - до 80мкм.
Опір покриття пробою зростає із збільшенням його товщини, зменшенням пористості і підвищенням якості вихідної поверхні.
Подряпини, ризики, вм'ятини, гострі кромки знижують електроізоляційні властивості покриття.
Після просочення покриття електроізоляційним лаком опір пробою залежить, головним чином, від товщини покриття і мало залежить від складу алюмінієвих сплавів і технологічного процесу анодування.
1.11. Покриття Ан.Окс.емт рекомендується для деталей з низьколегованих деформованих алюмінієвих сплавів з метою надання їм декоративного вигляду.
1.12. Для деталей, виготовлених зі сплавів, що містять більше 5 % міді, не рекомендується застосовувати покриття Ан Окс.хром та Ан.Окс тб
1.13. Для деталей, виготовлених :із сплавів, що містять більше 3 % міді, не рекомендується застосовувати покриття Ан.Окс.емт та Ан.Окс.эиз.
1.14. Анодно-окисное покриття володіє міцним зчепленням з основним металом; володіє більш низькою теплопровідністю, ніж основний метал; стійке до механічного зносу. Мікротвердість на сплавах марок Д1, Д16, В95, АК6, АК8 - 1960-2450МПа (200-250 кгс/мм2); на сплавах марок А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц, АВ - 2940-4900МПа (300-500кгс/мм2); мікротвердість эматалевого покриття 4900МПа (500кгс/мм2); питомий опір покриття 10-7-1012 Ом·м
2. З магнієвим сплавів
2.1. Для захисту деталей, виготовлених з магнієвих сплавів, неорганічні покриття рекомендується застосовувати в поєднанні з лакофарбовими покриттями.
2.2. Анодно-окисні покриття без додаткового фарбування застосовують для захисту деталей, що працюють в мінеральних неагресивних оліях, а також для міжопераційного зберігання деталей.
Не підлягають забарвленню різьбові поверхні деталей та посадкові поверхні при тугий посадки деталей. У цих випадках на металеві покриття додатково наносять мастило, грунти і т. п.
2.3. Для захисту внутрішніх порожнин і в приладах допускається застосування анодно-окисних покриттів, просочених лаками.
2.4. Для захисту від корозії деталей, що працюють в рідких діелектриках, застосовується анодно-окисное покриття, без просочення та лакофарбового покриття.
2.5. Покриття Аноцвет забезпечує хорошу адгезію просочувального лаку, добре полірується після просочення лаком. Володіє високою зносостійкістю; пробивна напруга не менше 200В; крихке, легко сколюється з гострих кромок; знижує втомну міцність металу.
Поверхнева щільність покриття 0,03-0,04 кг/м2, після просочення - 0,035-0,05 кг/м2. Мікротвердість покриття - 1670-1960МПа (170-200кгс/мм2).
2.6. Покриття Аноцвет застосовують для деталей, що мають посадочні поверхні 6, 7, 8 квалитетов (2 і 2а класів точності).
Нанесення покриття Ан.Окс на складальні одиниці допускається за умови ізоляції сполучених деталей з інших сплавів. Робоча температура покриття - до 400°С.
2.7. Покриття Аноцвет допускається наносити на складальні одиниці за умови ізоляції сполучених деталей з різнорідних сплавів.
Не допускається анодування деталей, що мають канали діаметром менше 5мм великої протяжності.
Робоча температура покриття - до 400°С. Товщина покриття - від 5 до 40мкм. Колір покриття - білий, зелений або сіро-чорний залежно від застосовуваного електроліту.
3. З титану і титанових сплавів
Анодно-окисное покриття застосовується для підвищення адгезії лакофарбових матеріалів, забезпечення свинчиваемости різьбових деталей, декоративної обробки.
Покриття Ан.Окс володіє міцним зчепленням з основним металом: міцність клейового з'єднання при роботі на відрив не менше 29,4 МПа (300кгс/см2); на зсув - не менше 12,8 МПа (130кгс/см2);
має електроізоляційні властивості: пробивна напруга без лакофарбового покриття - 10-50В;
поверхнева щільність покриття 0,002-0,004 кг/м2;
зносостійкість;
при роботі на тертя запобігає налипання металу.
Покриття Аноцвет забезпечує міцність клейового з'єднання при роботі на відрив не менше 11,8 МПа (120кгс/см2), на зсув - 4,9-5,9 МПа (50-60кгс/см2).
Хімічне окисное і пасивне покриття
1. З вуглецевої сталі
1.1. Покриття Хім.Окс застосовується для захисту від корозії в умовах експлуатації 1, а також для підвищення адгезії лакофарбових матеріалів, клеїв і т. п.
1.2. Покриття має високу пористість, низькі захисні властивості поліпшуються при просоченні нейтральними маслами;
схильне до швидкого стирання; не піддається пайці та зварюванні.
2. По алюмінію і алюмінієвих сплавів
2.1. Покриття Хім.Окс має невисокі захисні властивості, низьку механічну міцність;
володіє хорошою міцністю зчеплення з основним металом; неэлектропроводно; термостойко до температури 80°С.
2.2. Покриття Хім.Окс.е электропроводно, має невисокі захисні властивості, низьку механічну міцність, термостойко до температури 80°С, не впливає на загасання високочастотної енергії в волноводном тракті.
3. По міді, мідних сплавів і высоколегированным сталі
3.1. Покриття Хім. Пас оберігає поверхню міді і мідних сплавів від окислення і потемніння протягом нетривалого часу;
трохи підвищує корозійну стійкість високолегованих сталей.
3.2. Для підвищення корозійної стійкості деталей слід застосовувати змащення або лакофарбові матеріали.
3.3. Покриття непридатне для захисту від контактної корозії.
3.4. Покриття не впливає на антимагнітний характеристики основного металу.
4. З магнієвим сплавів
4.1. Покриття оберігає від корозії тільки при межопераціоному зберіганні і внутрішньозаводський транспортуванні;
дещо підвищує адгезію лакофарбових матеріалів.
4.2. Покриття нестійке до стирання, легко порушується при механічному впливі;
термостойко до температури 150°С;
не впливає на втомну міцність сплавів.
4.3. Для деталей 5-6 квалитетов (1-2 класів точності) для нанесення покриттів використовуються розчини, в яких розміри деталей не змінюються вследствиерастравливания.
4.4. Нанесення покриттів на складальні одиниці допускається тільки в розчинах, не викликають корозію металів, що сполучаються.
Хімічне фосфатне покриття
1. Покриття застосовується для захисту сталевих деталей від корозії, підвищення адгезії лакофарбових матеріалів, клеїв, а також як электроизоляционное покриття.
Обробка в розчинах хроматів покращує захисні властивості.
2. Покрытие обладает высокими электроизоляционными свойствами при температуре до 500°С; пробивное напряжение - 300-1000В;
имеет невысокую механическую прочность, легко истирается;
хрупкое, не выдерживает ударов, при изгибе основного металла на 180° дает трещины и осыпается по линии изгиба, но не отслаивается;
не смачивается расплавленными металлами
не поддается пайке и сварке.
Покрытие не влияет на твердость, прочность и магнитные характеристики сталей.
3. Обладает высокой стойкостью к воздействию горячих масел, бензола, толуола, различных газов, за исключением сероводорода
4. Поверхнева щільність покриття 0,001-0,01 кг/м2.