Резьбы. Отличия дюймовой резьбы от метрической

Немного истории резьбы
Детали, имеющие некое подобие резьбы, известны ещё со времён древнегреческого философа и математика Архимеда (Ἀρχιμήδης - с древнегреческого "главный советник"), жившего в г.Сиракузы на греческом тогда острове Сицилия. Очень редкие, единичные болты, похожие на современные, встречаются в конструкции дверных петель в домах относимых современной официальной историей к Древнему Риму. Это, вроде бы, понятно, говорят современные историки и археологи-реконструкторы: выковать или нанести другим способом вручную винтовую резьбу на деталь крайне сложно и неоправданно трудоёмко - практичнее использовать заклёпки или склейку/сварку/пайку. Собственно, болты и винты с резьбой, идентичные современным, встречаются в старинных механических часах сложной и изящной конструкции и в печатных станках происхождение которых доподлинно неизвестно, но датируемых официальными научными работниками ХV веком, что сомнительно, так как в часах много очень мелких винтов изготовить которые вручную практически невозможно, а первый резьбонарезной станок, по версии тех же официальных историков, изобретен французским умельцем Жаком Бессоном около 100 лет спустя - в 1568 году. Станок приводился в действие ножной педалью. На обрабатываемую заготовку нарезалась резьба с помощью резца, перемещающегося ходовым винтом. В станке была заложена координация поступательного движения резца и вращения заготовки, что достигались с помощью системы шкивов. Только с его появлением стало удобно и возможно широко применять разъёмные соединения "Болт+Гайка", удобство которых заключается в многократной сборке-разборке без потери функциональных качеств.
С конца XVIII века (как было ещё ранее - непонятно) резьбы больших размеров на детали наносились горячей ковкой: по горячей заготовке болта кузнецы ударяли специальным профильным ковочным штампом, молотом или другим формообразующим специальным инструментом. Нарезка более мелких резьб производилась на примитивных токарных станках. Режущие инструменты при этом мастеру приходилось удерживать вручную, поэтому получить одинаковую резьбу постоянного профиля не удавалось. Вследствие этого, болт с гайкой изготавливались парно, и к другому болту данная гайка не подошла бы ― такие резьбовые соединения хранились в свинченном состоянии вплоть до момента их применения.
Настоящий прорыв в изготовлении и применении резьбовых крепёжных деталей связан с Индустриальной революцией, начавшейся в той же последней трети XVIII века в Великобритании. Характерной чертой Индустриальной революции является стремительный рост производительных сил на базе крупной машинной индустрии. Большое количество машин требовало огромного количества крепежа для их производства. Многие известные технические изобретения того времени основаны на применении резьбовых крепежных элементов. Среди них изобретенная Джеймсом Харгривсом прядильная машина периодического прядения и хлопкоочистительная машина Эли Уитни. Также огромными потребителями резьбового крепежа стали растущие с невероятной скоростью железные дороги.

Так как первоначально широкое развитие и распространение резьбовые детали получили в Великой Британии, то и размерность параметров резьбы инженерам-изобретателям всего мира пришлось использовать английскую, довольно странную, и, похоже, что заимствованную у каких-то более ранних инженеров, существование которых очевидно (великолепные соборы стоят и сегодня), но держится в секрете. Называют систему антропомерной: мерилом в ней выступает человек, его ноги, руки, - что кажется нелепым: ведь все люди разные - как применять такую систему при отсутствии налаженного производства мерительного инструмента? Похоже, что авторы объяснения смысла английской системы мер попытались привязать к объяснению знаменитое изречение: "Человек есть мера всего" - одну из надписей на фасаде при входе в храм Аполлона в Дельфах.
Североамериканские Соединённые Государства до конца XVIII века находились в колониальном владении Великой Британии и, поэтому, тоже использовали английскую систему мер.
Базовой единицей английской системы мер является ДЮЙМ. Официальная версия происхождения данной единицы измерения и её названия утверждает, что дюйм (от голландского слова duim — большой палец) — ширина большого пальца взрослого мужчины - опять же, смешно: пальцы у всех разные, а имя и фамилия эталонного мужика не сообщается.

(официальная иллюстрация - должна быть рука, мягко говоря, немаленького мужчины)
По другой версии дюйм происходит от римской единицы меры унция (uncia), которая была одновременно единицей измерения длины, площади, объёма и веса. Это скорее не универсальная мера, а дробная пропорция каждой из единичных мер, как половина или четверть. В каждой из этих единичных мер унция составляла 1/12 часть большей единицы измерения: длины (1/12 фута), площади (1/12 югера), объёма (1/12 секстария), веса (1/12 либры). Унция дня - это час, а унция года - это месяц.

Получается, если дюйм - это 1/12 фута (в переводе с английского "ступни"), то, исходя из сегодняшнего значения дюйма, ступня должна быть около 30 см длиною, и тогда дюйм получится около 2,5 см. И снова: кем был тот эталонный мужик со "стандартной" ступнёй? История умалчивает.
В какой-то момент основным был признан английский дюйм. Так как многие страны мира были вынуждены в конце ХVIII - начале ХIХ века подчиняться англо-голландскому мировому управлению, то во многих странах были навязаны свои местные "Дюймы", каждый из которых немного отличался по размеру от английского (венский, баварский, прусский, курляндский, рижский, французский и др.). Однако наиболее распространённым всегда являлся английский дюйм, который со временем практически вытеснил все прочие из обихода. Для его обозначения используется двойной (иногда встречается и одинарный) штрих, как в обозначении угловых секунд ( ″ ), без пробела за числовым значением, например: 2″ (2 дюйма).
На сегодняшний день 1 английский дюйм (далее просто дюйм) = 25,4 мм.
Критическая проблема, которую не удавалось решить в крепеже вплоть до начала XIX века, ― это отсутствие единообразия среди резьб, нарезаемых на болтах и гайках в разных странах и даже на разных заводах в пределах одной страны.
Вышеупомянутый американский изобретатель хлопкоочистительной машины Эли Уитни высказал еще одну важную идею ― о взаимозаменяемости частей в машинах. Жизненную необходимость воплощения этой идеи он продемонстрировал в 1801 году в Вашингтоне. Перед глазами присутствующих, среди которых находились президент Джон Адамc и вице-президент Томас Джефферсон, Уитни разложил на столе десять одинаковых кучек деталей мушкетов. В каждой кучке находилось по десять деталей. Взяв наугад по одной разной детали из каждой кучки, Уитни быстро собрал один готовый мушкет. Идея была настолько простой и удобной, что вскоре была заимствована многими инженерами и изобретателями во всем мире. На этой идее взаимозаменяемости Э.Уитни, собственно, и построены все действующие на сегодняшний день технические стандарты ГОСТ, ДСТУ, DIN, ISO и другие.
В то же время, в Англии (Великобритании), ведшей постоянное техническое и технологическое соперничество с Францией, как непосредственно, так и на территории своих колоний, давно вынашивалась идея всячески воспрепятствовать продвижению производственного развития и продвижению армии Франции в случае возможного нападения на Англию или английские колонии. Навязывание французам, и всем остальным недругам британской короны, какой-то другой (недюймовой) системы мер при изготовлении деталей машин и механизмов, а в том числе и крепежа, позволило бы Англии "вставить палки в колёса" всемирному распространению только что принятой системы дюймовой взаимозаменяемости и значительно сдержать техническое и технологическое развитие Франции и других своих мировых конкурентов; сделать невозможным ремонт и сборку английской техники и оружия с использованием французских или других неанглийских запчастей. Осуществление этого плана стало возможно после организации Великой Французской Революции под непосредственным руководством английской резидентуры во Франции. Одним из результатов Великой Французской Революции было скорое введение новой метрической системы мер, получившей широкое распространение в конце XVIII ― начале XIX века во Франции. В России метрическая система мер была введена усилиями Дмитрия Ивановича Менделеева, который заменил "Депо образцовых гирь и весов Российской Империи" на "Главную Палату Мер и Весов", удалив таким образом старорусские меры из всеобщего обращения. А получила широкое распространение метрическая система в России,- и можно считать это просто совпадением, ― как и во Франции, после Революции ― Октябрьской.
Основа метрической системы ― МЕТР (считается, что от греческого "мЭтро"- мера). В чертежах, в документации и в обозначениях резьбовых изделий принято приводить все размеры в миллиметрах (мм).
Авторы новой системы мер условились, что 1 метр = 1000 мм.
Впоследствии, Наполеону, объединившему почти всю Европу, удалось распространить метрическую систему в подчинённых странах. Наполеон не захватывал Великобританию, и англичане продолжают использовать чуждую для остальных европейцев дюймовую систему мер, разделив таким образом сферы влияния и протектората в технико-технологическом укладе мирового сообщества. Такую же позицию занимают и американцы (тоже бывшие англичане). Сами американцы и англичане называют свою систему мер "Imperial" (имперская), а совсем не "дюймовая", как её называем мы. Вместе с американцами "имперскую" систему мер используют и другие "британские колониальные государства": Япония, Канада, Австралия, Новая Зеландия и др. Так что, Британская Империя исчезла только географически, и сегодня провинции Империи продолжают использовать "имперскую" систему мер, а криптоколонии Империи используют метрическую систему мер.
Метрическую систему мер создавали передовые умы того времени, собранные под флагом Великой Французской Революции (всем нам со школы известные учёные Французской академии Наук: Шарль Огюстен де Кулон, Жозеф Луи Лагранж, Пьер-Симон Лаплас, Гаспар Монж, Жан-Шарль де Борд и др.), поэтому всё в этой системе выстроили просто, логично, удобно и подчинённо целым круглым числам. Ну, разве что разбивка времени на секунды, минуты и часы,― досталась нам от древних шумеров с их шестидесятеричной системой счисления,― вносит некоторую нестройность в метрическую систему мер. Или, например, деление круга на 360 градусов. Отголоски шумерской системы счисления сохранились и в делении суток на 24 часа, года на 12 месяцев, и в существовании дюжины как меры количества, а также и в делении фута на 12 дюймов, так как и дюймовая система мер опиралась на гораздо более древнюю шумерскую.
 Как ни бился математик-инженер Жан-Шарль де Борд с другими академиками за логичную красоту чисел, чтобы в минуте было 100 секунд, в часе 100 минут, а в сутках 10 часов (даже удалось ввести в обращение новое времяисчисление), но, в итоге, так ничего из этого и не вышло. Удивительные часы с двухстандартным переходным циферблатом приведены на фото.
Как ни бился математик-инженер Жан-Шарль де Борд с другими академиками за логичную красоту чисел, чтобы в минуте было 100 секунд, в часе 100 минут, а в сутках 10 часов (даже удалось ввести в обращение новое времяисчисление), но, в итоге, так ничего из этого и не вышло. Удивительные часы с двухстандартным переходным циферблатом приведены на фото.
Вполне логичным представляется создание простейшего размерного ряда метрических резьб с шагом, скажем, 5 мм: ... М5; М10; М15; М20 ... М40 ... М50 ...и т.д. Но! Так как машины и механизмы, уже существовавшие на момент создания метрической системы мер, были привязаны своими габаритами и конфигурацией к дюймовым размерам, то это вызвало необходимость приспосабливаться к существующим присоединительным размерам и габаритам. Отсюда появляются, на первый взгляд, "странные" размеры резьбы: М12 (что, практически, 1/2"- полдюйма), М24 (заменяет резьбу 1"), М36 (это 1 1/2"- полтора дюйма) и т.д.
Международная классификация резьб
На сегодняшний день приняты следующие основные международные стандарты резьбы (перечень далеко не полный ― есть также большое количество неосновных и специальных стандартов резьбы, которые международно приняты к применению):

В настоящее время в зарубежной технике наибольшее распространение получил стандарт резьбы метрический ISO DIN 13:1988 (первая строка в таблице) ― этим стандартом пользуемся и мы (ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2018 на метрические резьбы являются его родными сыновьями). Однако, в мире используются и другие стандарты.
Причины, по которым международные стандарты резьбы отличаются между собой, уже описаны выше. Также можно добавить, что некоторые стандарты резьб являются специальными, и применение таких резьб ограничено областью применения деталей с этой резьбой (например, трубная резьба, придуманная английским инженером-изобретателем Уитвортом, BSP применяется только в деталях соединений трубопроводов).
Резьба метрическая цилиндрическая
Метрические резьбы, применяемые для крепёжных деталей бывают различные, но самые распространённые ― это резьбы метрические цилиндрические (т.е. деталь с резьбой имеет цилиндрическую форму и диаметр резьбы не изменяется по длине детали) с треугольным профилем с углом профиля 600

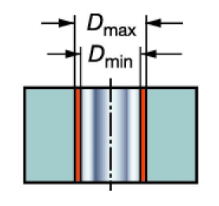
Далее речь пойдёт только о самой распространённой метрической резьбе ― цилиндрической. В метрической цилиндрической резьбе для обозначение размера резьбы свинчиваемых деталей берётся наружный диаметр резьбы болта. Измерить точно резьбу гайки при этом затруднительно. Для того, чтобы узнать диаметр резьбы гайки, необходимо измерить наружный диаметр соответствующего этой гайке болта (на который она навинчивается).

М ― наружный диаметр резьбы болта (гайки) ― обозначение размера резьбы
Н ― высота профиля метрической резьбы резьбы, Н=0,866025404×Р
Р ― шаг резьбы (расстояние между вершинами профиля резьбы)
dСР - средний диаметр резьбы
dВН - внутренний диаметр резьбы гайки
dВ - внутренний диаметр резьбы болта
Обозначается метрическая резьба латинской буквой М. Резьба может быть крупной, мелкой и особо мелкой. За нормальную принята крупная резьба:
- если шаг резьбы крупный, то размер шага не пишется: М2; М16 ― для гайки; М24х90; М90х850 ― для болта;
- если шаг резьбы мелкий, то размер шага пишется в обозначении через символ х: М8х1; М16х1,5 ― для гайки; М20х1,5х65; М42х2х330 ― для болта;
Резьба метрическая цилиндрическая может иметь правое и левое направление. Базовым считается правое направление: оно по умолчанию не обозначается. Если направление резьбы левое, то после обозначения ставится символ LH: М16LH; М22х1,5LH ― для гайки; М27х2LHх400; М36LHх220 ― для болта;
Точность и поле допуска метрической резьбы
Метрическая цилиндрическая резьба различается по точности изготовления и делится на классы точности. Классы точности и поля допусков метрической цилиндрической резьбы приведены в таблице:
| Класс точности | Поле допуска для резьбы | ||||||
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H | |||
Наиболее распространен класс точности средний с полями допуска резьбы: 6g ― для болта (винта, шпильки) и 6Н ― для гайки; такие допуски легко выдерживаются в производстве при изготовлении резьбы методом накатки на резьбонакатных станках. Обозначается через тире после размера резьбы: М8-6gx20; M20x1,5-6gx55 ― для болта; М10-6Н; М30х2LH-6Н ― для гайки.
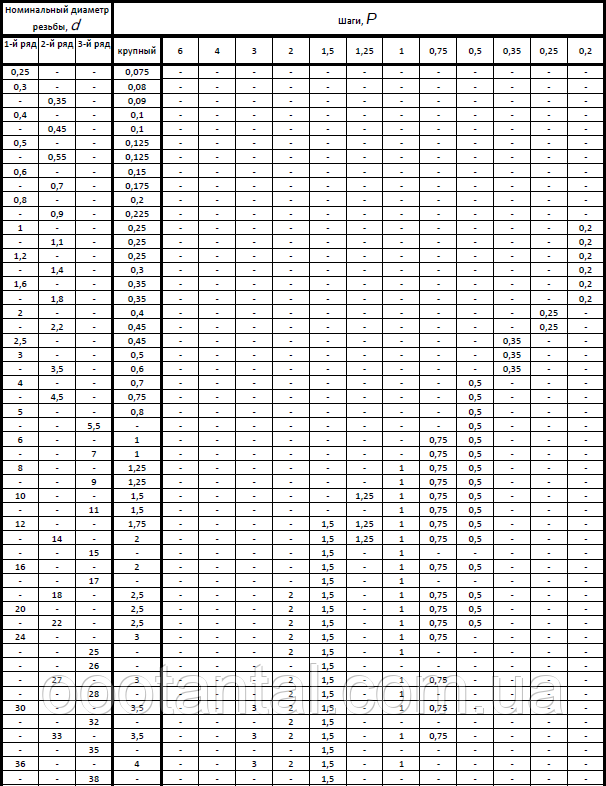
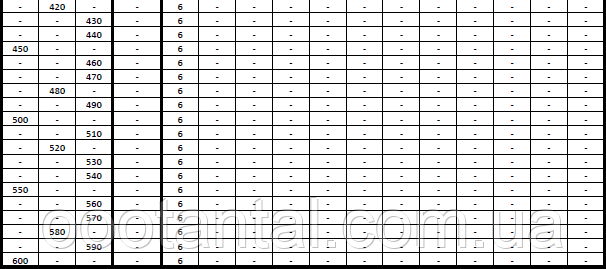
Диаметры и шаги метрической резьбы
Все диаметры метрической резьбы поделены на три условных ряда по степени предпочтения и применяемости (см. таблицу далее): наиболее распространены резьбы из 1-го ряда, наименее рекомендуемые к использованию резьбы метрические из 3-го ряда (они имеют очень узкую область использования и редко встречаются в машиностроении). Таким образом, чтобы максимально избежать проблем с крепёжными резьбовыми комплектующими при сборке, эксплуатации и последующем ремонте, инженерам-конструкторам рекомендуется закладывать в конструкцию машин и механизмов резьбы из 1-го ряда. Также каждому диаметру метрической резьбы соответствует несколько шагов: крупный ― основной шаг для применения; мелкий ― дополнительный шаг для регулировочного и высокопрочного крепежа; особо мелкие ― наименее рекомендуемые к применению. В свою очередь, инструментальная промышленность выпускает в наибольшем количестве резьбонарезной инструмент для метрической резьбы из 1-го ряда с крупным шагом резьбы. А наиболее труднонаходимые, порой почти эксклюзивные и дорогие, резьбонарезающие инструменты для резьбы из 3-го ряда с мелким и особо мелким шагом.

Как определить шаг метрической резьбы
- самый простой способ ― измерить длину десяти витков и разделить на 10.

- можно воспользоваться специальным инструментом ― резьбомером метрическим.

В следующей таблице приведен перечень диаметров метрической резьбы и соответствующих каждому диаметру шагов резьбы.


Дюймовые резьбы
Как уже упоминалось ранее, родиной стандартизованной резьбы можно считать Великобританию с её английской системой мер. Самый выдающийся английский инженер-изобретатель, озаботившийся наведением порядка с резьбовыми деталями, это Джозеф Уитворт (Joseph Whitworth), или Иосиф Витворт, так тоже правильно. Уитворт оказался талантливым и очень деятельным инженером; настолько активным и предприимчивым, что разработанный им в 1841 году первый резьбовой стандарт BSW был утверждён к всеобщему применению на государственном уровне в 1881 году. К этому моменту резьба BSW стала самой распространенной дюймовой резьбой не только в Великобритании, но и в Европе. Плодотворный Дж. Уитворт разработал ещё целый ряд других стандартов дюймовых резьб специального применения; некоторые из них широко применяются и по сей день.

Поначалу резьба BSW нашла применение и в Соединённых Штатах Америки. Однако интенсивная индустриализация в США требовала много резьбового крепежа, а резьба Уитворта была технически сложной при массовом производстве, как и металлорежущие инструменты для неё. В 1864 году американский промышленник-производитель металлорежущего инструмента и крепежа Уильям Селлерс предложил упростить резьбу BSW путём изменения угла и формы профиля резьбы, что приводило к удешевлению и упрощению производства резьбового крепежа. Институт Франклина принял систему У. Селлерса и рекомендовал её в качестве государственного стандарта. К концу ХIX века американская дюймовая резьба распространилась и в Европе, и даже частично вытеснила английскую, благодаря более низкой себестоимости производства крепежа. Несовместимость резьб Уитворта и Селлерса стала причиной многих технических осложнений в начале ХХ века. В результате, в 1948 году приняли и утвердили международную Унифицированную систему дюймовых резьб, которая включала элементы как резьбы Уитворта, так и резьбы Селлерса ― самые основные дюймовые резьбы этой системы UNC и UNF актуальны и сейчас.
Как разобраться с дюймовыми резьбами
Для человека, воспитанного в метрической системе мер, проще всего разобраться с дюймовыми резьбами, измерив штангенциркулем в миллиметрах наружный диаметр резьбы, внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Измерять необходимо с точностью до десятых и сотых долей миллиметра. Затем необходимо по справочным таблицам дюймовых резьб (основные приводятся далее) подобрать совпадение полученной комбинации. Таким способом, при наличии справочных таблиц и штангенциркуля, можно легко разобраться с идентификацией того или иного дюймового крепежа, как гаек, так и болтов, винтов.
Как определить шаг дюймовой резьбы
Как мы уже знаем, 1 дюйм достаточно неудобная и сравнительно большая величина. Поэтому сэру Джозефу Уитворту показалось затруднительным точно измерить в долях дюйма расстояние между вершинами профиля резьбы (как мы это делаем с метрической резьбой), и, он решил, что самым простым и достаточно точным параметром шага резьбы будет не расстояние между вершинами профиля, а количество витков резьбы, которое помещается в 1 дюйм длины резьбы ― витки можно посчитать даже визуально.

Так по сей день и определяют шаг любой дюймовой резьбы ― в количестве витков на дюйм.
- Значит, первый способ ― приложить к резьбе дюймовую линейку (подойдёт и обычная метрическая с отметкой на 25,4 мм) и посчитать количество витков, которое помещается в 1 дюйм (25,4 мм). На примере показана дюймовая резьба с шагом 18 витков на дюйм.

- второй способ ― можно воспользоваться специальным инструментом ― резьбомером для дюймовой резьбы (правда, необходимо знать какую дюймовую резьбу Вы собираетесь измерить, так как английская и американская дюймовые резьбы отличаются по углу профиля резьбы: 55° и 60°)


Далее будут рассмотрены некоторые наиболее распространённые стандарты дюймовых резьб, с которыми можно встретиться в современных конструкционных резьбовых узлах, механизмах и машинах.
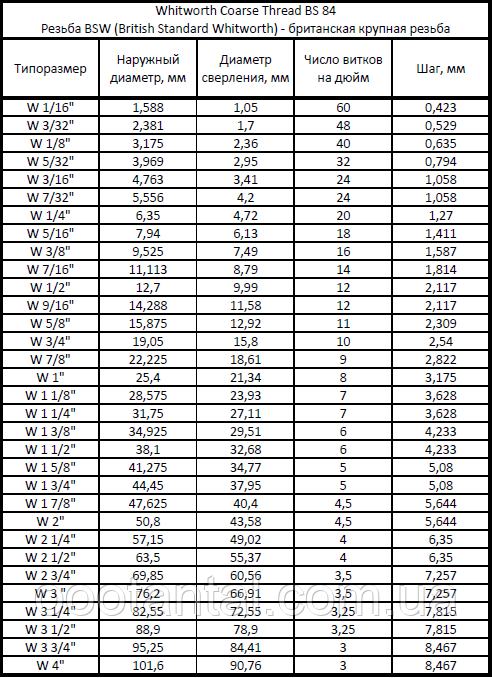
Дюймовая английская цилиндрическая резьба Уитворта BSW (British Standard Whitworth)

Это цилиндрическая дюймовая резьба с крупным шагом, предусмотренная Дж. Уитвортом для общего применения. Идея Дж. Уитворта состояла в том, что он предлагал раз и навсегда закрепить для болтов и винтов одного типа и размера строго определённые параметры резьбы: профиль, шаг и высота профиля резьбы. Основываясь на собственном опыте и умозаключениях, Дж. Уитворт настаивал, чтобы угол профиля резьбы (угол между сторонами соседних витков) был равен 55°. Вершины витков резьбы и основания впадин резьбы должны быть закруглены на 1/6 высоты исходного профиля ― таким образом Уитворт хотел достичь плотности (герметичности) резьбы и повысить её прочность, увеличив площадь контакта болта и гайки. Шаг резьбы должен определяться числом витков резьбы на один дюйм длины резьбы; при этом число витков резьбы на 1 дюйм не должно быть постоянным для всех диаметров резьбы, а должно зависеть от диаметра резьбы болта или винта: чем меньше диаметр, тем больше витков резьбы на дюйм, чем больше диаметр резьбы, тем, соответственно, меньше число витков на дюйм длины резьбы.
Обозначается латинской буквой W, после которой ставится размер наружного диаметра болта, измеренный в дюймах:
- обозначение гайки: W 1/4” (гайка с дюймовой резьбой Уитворта одна четвёртая дюйма);
- обозначение болта (винта): W 3/4”х1 1/2” (болт с дюймовой резьбой Уитворта три четвёртых дюйма длиною полтора (один и одна вторая) дюйма).
Параметры в миллиметрах резьбы BSW приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
Несмотря на то, что все провинции Британской Империи уже давно пользуются унифицированной дюймовой резьбой UNC, заменившей BSW, в метрополии англичане и по сей день не отказались от устаревшей резьбы Уитворта.
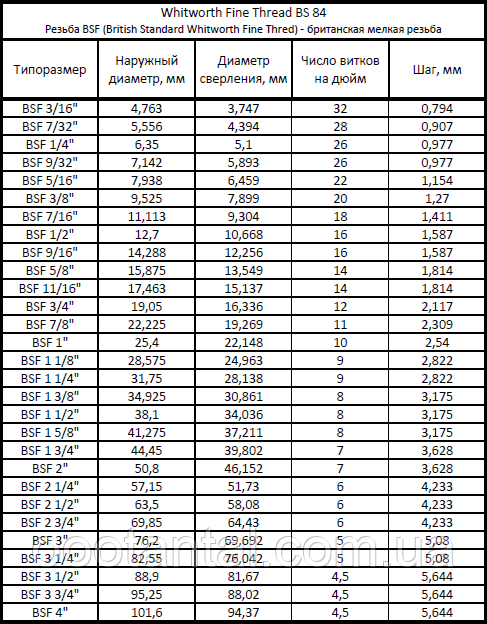
Дюймовая английская цилиндрическая мелкая резьба Уитворта BSF (British Standard Whitworth Fine Thread)

Дюймовая цилиндрическая мелкая резьба BSF была очень распространена до 50-х годов ХХ века, наряду с резьбой BSW. Применялась для изготовления точного и высокопрочного крепежа. Впоследствии ей на смену пришла унифицированная дюймовая мелкая резьба UNF. Хотя, англичане пользуются резьбой BSF и в наше время.
Обозначается латинскими буквами BSF, после которых ставится размер наружного диаметра болта, измеренный в дюймах:
- обозначение гайки: BSF 1/4” (гайка с дюймовой мелкой резьбой Уитворта одна четвёртая дюйма);
- обозначение болта (винта): BSF 3/4”х1 1/2” (болт с дюймовой мелкой резьбой Уитворта три четвёртых дюйма длиною полтора (один и одна вторая) дюйма).
Параметры в миллиметрах резьбы BSF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
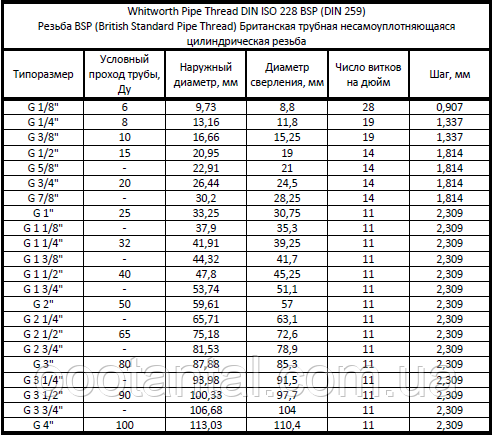
Дюймовая английская цилиндрическая несамоуплотняющаяся трубная резьба Уитворта BSP (British Standard Whitworth Pipe Thread)

Стоит обязательно упомянуть трубную резьбу Уитворта, так как она с момента изобретения и до настоящего времени имеет широчайшее применение во всём мире для деталей резьбовых соединений трубопроводов: сгонов, преходов, фитингов, муфт, двойников, тройников, контргаек стальных по ГОСТ 8968-75 и др.; а также для трубопроводной арматуры: краны, вентили и др.

На постсоветском пространстве действует адаптированный советскими инженерами стандарт трубной цилиндрической резьбы Уитворта BSP ― это резьба по ГОСТ 6357-81.
Обозначается латинской буквой G, после которой ставится числовое значение условного прохода трубы в дюймах (это число не является ни наружным, ни внутренним диаметром резьбы или трубы):
- обозначение контргайки: G 1/4” (контргайка с дюймовой трубной цилиндрической резьбой Уитворта на трубу с условным проходным диаметром одна четвёртая дюйма); Та же самая контргайка в отечественном машиностроении обозначается: Ду8 (контргайка на трубу с условным проходом 8 мм)
Тут необходимо прояснить ситуацию с обозначением размера трубной резьбы BSP. Трубы обозначаются "условным проходом трубы" или "номинальным диаметром трубы", которые слабо связаны с действительными реальными размерами трубы. Например, возьмём стальную трубу 2" (двухдюймовую): измерив её внутренний диаметр и переведя в дюймы, мы с удивлением выясним, что он составляет около 2⅛ дюйма, а её наружный диаметр составит около 2⅝ дюйма ― такая вот нелепица!.
Как определить настоящий диаметр трубы?
К сожалению, не существует какой-либо формулы для перевода "трубных дюймов" в миллиметры или в "обычные" дюймы с целью узнать реальный наружный или внутренний диаметр трубы. Для определения соответствия "условного дюймового диаметра", "наружного диаметра трубы" и "диаметра трубной резьбы" необходимо пользоваться справочной литературой и нормативной документацией (стандартами).
Ниже приведена таблица, которая составлена путём объединения известных стандартов воедино (может быть, она и неполная, но сможет помочь с определением трубной резьбы BSP; для контргаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы)
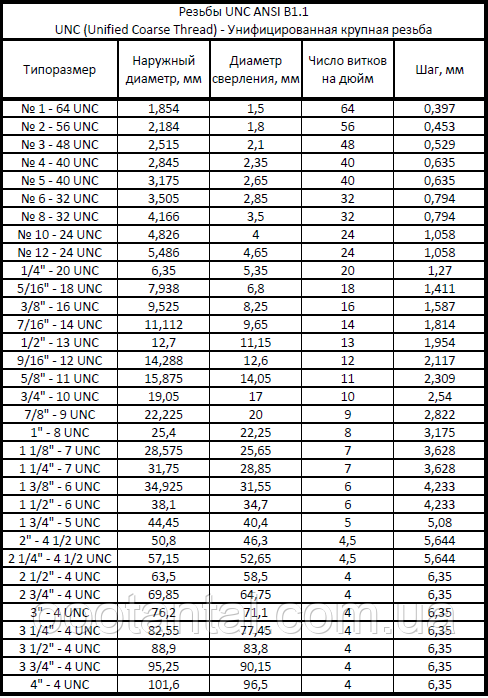
Дюймовая унифицированная цилиндрическая крупная резьба UNC (Unified National Coarse Thread)

Цилиндрическая дюймовая резьба UNC, в окончательном виде, была разработана Американским национальным институтом стандартов (ANSI / ISO) и стала международным стандартом дюймовой резьбы с крупным шагом, и, фактически, представляет из себя воплощение технических идей американского промышленника Селлерса по усовершенствованию резьбы Уитворта. Усовершенствования, по сути, свелись к изменению угла профиля с неудобных 55° на 60° и к отказу от скруглений на вершинах профиля резьбы, ― теперь поверхность вершин стала плоской и составляет 1/8 шага резьбы. Впадины могут быть тоже плоскими, но предпочтительны скруглённые.
Резьба UNC в настоящее время является самой распространённой в мире дюймовой резьбой и рекомендуется как предпочтительная для применения.
 Принятое обозначение дюймовой крупной резьбы UNC включает в себя буквенное указание типа резьбы (собственно UNC) и номинальный диаметр резьбы в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое или правое). Дюймовые крупные резьбы UNC размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от №1 до №12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.
Принятое обозначение дюймовой крупной резьбы UNC включает в себя буквенное указание типа резьбы (собственно UNC) и номинальный диаметр резьбы в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое или правое). Дюймовые крупные резьбы UNC размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от №1 до №12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.
Например: Обозначение болта с дюймовой резьбой 1/4” – 20UNСх2 1/2”
- UNС - тип резьбы ― унифицированная дюймовая резьба с крупным шагом
- 1/4” ― обозначение диаметра резьбы (по таблице резьбы UNС, приведенной ниже, для болта наружный диаметр резьбы соответствует 6,35 мм, для гайки ― диаметр отверстия внутри гайки соответствует 5,35 мм)
- 20 ― шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм)
- 2 1/2” ― длина болта в дюймах (приблизительно соответствует 63,5 мм)
Параметры в миллиметрах резьбы UNC приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
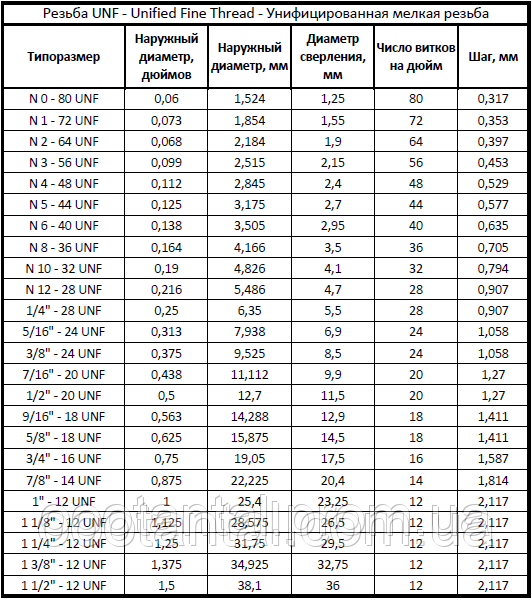
Дюймовая унифицированная цилиндрическая мелкая резьба UNF (Unified National Fine Thread)

Резьба UNF ― цилиндрическая дюймовая резьба с мелким шагом, используемая для регулировочного и высокопрочного крепежа.
Резьба UNF, наряду с резьбой UNC, в настоящее время является самой распространённой в мире дюймовой резьбой и также рекомендуется как предпочтительная для применения в случаях, когда требуется более мелкий шаг резьбы.
Обозначение дюймовой мелкой резьбы UNF аналогично обозначению резьбы UNC и также включает в себя буквенное обозначение типа резьбы и номинальный диаметр в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы , указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое, правое). Резьбы UNF размером меньше 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами, от №0 до №12, с указанием через тире шага резьбы в количестве витков на дюйм.
Например: Обозначение болта с дюймовой резьбой 1/4” – 28UNFх2 1/2”
- UNF - тип резьбы ― унифицированная дюймовая резьба с мелким шагом
- 1/4” ― обозначение диаметра резьбы (по таблице резьбы UNF, приведенной ниже, для болта наружный диаметр резьбы соответствует 6,35 мм, для гайки ― диаметр отверстия внутри гайки соответствует 5,5 мм)
- 28 ― шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм)
- 2 1/2” ― длина болта в дюймах (приблизительно соответствует 63,5 мм)
Параметры в миллиметрах резьбы UNF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
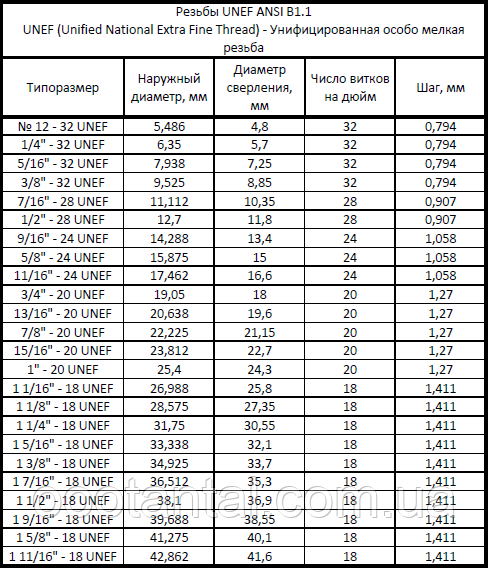
Дюймовая унифицированная цилиндрическая особо мелкая резьба UNEF (Unified National Extra Fine Thread)

Резьба UNEF ― цилиндрическая дюймовая резьба с особо мелким шагом, используемая для высокоточного крепежа и резьбовых деталей точных механизмов ― специальная дюймовая резьба.
Обозначается аналогично резьбам UNF и UNC.
Параметры в миллиметрах резьбы UNEF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
Существуют также другие стандарты на дюймовые резьбы, но они являются специальными, узкоспециальными, редкоиспользуемыми и не рекомендуются к применению, ― поэтому приводить их и не будем.