Різьблення. Відмінності дюймової різьби від метричної

Трохи історії різьби
Деталі, мають якусь подобу різьблення, відомі ще з часів давньогрецького філософа і математика Архімеда (Ἀρχιμήδης - з давньогрецького "головний радник"), який жив у р. Сіракузи на грецькому тоді острові Сицилія. Дуже рідкісні, поодинокі болти, схожі на сучасні, зустрічаються в конструкції дверних петель в будинках відносяться сучасною офіційною історією Стародавнього Риму. Це, начебто, зрозуміло, кажуть сучасні історики та археологи-реконструктори: викувати або завдати іншим способом вручну гвинтову різьблення на деталь вкрай невиправдано складно і трудомістко - практичніше використовувати заклепки або склейку/зварювання/пайку. Власне, болти і гвинти з різьбою, ідентичні сучасним, зустрічаються в старовинних механічних годинниках складною і витонченої конструкції і в друкарських верстатах походження яких достеменно невідомо, але датуються офіційними науковими працівниками ХV століттям, що сумнівно, так як в годинах дуже багато дрібних гвинтів виготовити які вручну практично неможливо, а перший різьбонарізний верстат, за версією тих же офіційних істориків, винайдений французьким умільцем Жаком Бессоном близько 100 років тому - в 1568 році. Верстат приводився в дію ножною педаллю. На оброблювану заготовку нарізалася різьблення з допомогою різця, що переміщається ходовим гвинтом. У верстаті була закладена координація поступального руху різця і обертання заготовки, що досягалися з допомогою системи шківів. Тільки з його появою стало зручно і можливо широко застосовувати роз'ємні з'єднання "Болт+Гайка, зручність яких полягає в багаторазовому збиранні-розбиранні без втрати функціональних якостей.
З кінця XVIII століття (як було ще раніше - незрозуміло) різьби великих розмірів на деталі наносилися гарячої куванням: по гарячій заготівлі болта ковалі вдаряли спеціальним профільним кувальним штампом, молотом або іншим формотворчим спеціальним інструментом. Нарізка більш дрібних різьб проводилася на примітивних токарних верстатах. Ріжучі інструменти при цьому майстрові доводилося утримувати вручну, тому отримати однакову різьблення постійного профілю не вдавалося. Внаслідок цього, болт з гайкою виготовлялися парно, і до іншого болту дана гайка не підійшла б ― такі різьбові з'єднання зберігалися в свинченном стані аж до моменту їх застосування.
Справжній прорив у виготовленні і застосуванні різьбових кріпильних деталей пов'язане з Індустріальною революцією, що почалася в тій же останньої третини XVIII століття у Великобританії. Характерною рисою Індустріальної революції є стрімке зростання продуктивних сил на базі великої машинної індустрії. Велика кількість машин вимагало величезної кількості кріплення для їх виробництва. Багато відомі технічні винаходи того часу засновані на застосуванні різьбових кріпильних елементів. Серед них винайдена Джеймсом Харгривсом прядильна машина періодичної прядіння і хлопкоочистительная машина Елі Уітні. Також величезними споживачами різьбового кріплення стали зростаючі з неймовірною швидкістю залізниці.

Так як спочатку широкий розвиток і поширення різьбові деталі отримали у Великій Британії, то і розмірність параметрів різьби інженерам-винахідникам всього світу довелося використовувати англійську, досить дивну, і, схоже, що запозичену у якихось більш ранніх інженерів, існування яких очевидно (чудові собори стоять і сьогодні), але тримається в секреті. Називають систему антропомерной: мірилом в ній виступає людина, її ноги, руки, - що здається безглуздим: адже всі люди різні - як застосовувати таку систему при відсутності налагодженого виробництва вимірювального інструменту? Схоже, що автори пояснення сенсу англійської системи заходів спробували прив'язати до пояснення знаменитий вислів: "Людина є міра всього" - одну з написів на фасаді при вході в храм Аполлона в Дельфах.
Північноамериканські Сполучені Держави до кінця XVIII століття перебували у колоніальному володінні Великої Британії і, тому, теж використовували англійську систему заходів.
Базовою одиницею англійської системи заходів є ДЮЙМ. Офіційна версія походження даної одиниці виміру і її назви стверджує, що дюйм (від голландського слова duim — великий палець) — ширина великого пальця дорослого чоловіка - знову ж смішно: пальці у всіх різні, а ім'я та прізвище еталонного мужика не повідомляється.

(офіційна ілюстрація - повинна бути рука, м'яко кажучи, немаленького чоловіки)
За іншою версією дюйм походить від римської одиниці міри унція (uncia), яка була одночасно одиницею вимірювання довжини, площі, об'єму та ваги. Це скоріше не універсальна міра, а дробова пропорція кожної з одиничних заходів, як половина або чверть. У кожній з цих одиничних заходів унція становила 1/12 частину більшої одиниці вимірювання: довжини (1/12 фути), площі (1/12 югера), об'єму (1/12 секстария), ваги (1/12 лібри). Унція дня - це годину, а унція року - це місяць.

Виходить, якщо дюйм - це 1/12 фути (в перекладі з англійської "ступні"), то, виходячи з сьогоднішнього значення дюйма, ступня повинна бути близько 30 см завдовжки, і тоді дюйм вийде близько 2,5 см. І знову: ким був той еталонний мужик зі "стандартною" ступень? Історія замовчує.
У якийсь момент основним був визнаний англійський дюйм. Так як багато країн світу були змушені в кінці ХVIII - початку ХІХ століття підкорятися англо-голландського світової управління, то в багатьох країнах були нав'язані свої місцеві Дюйм, кожен з яких трохи відрізнявся за розміром від англійської (віденський, баварський, прусський, курляндський, ризький, французький та ін). Однак найбільш поширеним завжди був англійський дюйм, який з часом практично витіснив всі інші з ужитку. Для його позначення використовується подвійний (іноді зустрічається і одинарний) штрих, як в позначенні кутових секунд ( " ), без пробілу за числовим значенням, наприклад: 2" (2 дюйми).
На сьогоднішній день 1 англійський дюйм (далі просто дюйм) = 25,4 мм.
Критична проблема, яку не вдавалося вирішити в кріпленні аж до початку XIX століття, ― це відсутність одноманітності серед різьб, нарізаних на болтах і гайках в різних країнах і навіть на різних заводах у межах однієї країни.
Вищезгаданий американський винахідник бавовноочищувальної машини Елі Уітні висловив ще одну важливу ідею ― про взаємозамінність частин у машинах. Життєву необхідність втілення цієї ідеї він продемонстрував у 1801 році у Вашингтоні. Перед очима присутніх, серед яких знаходилися президент Джон Адамс і віце-президент Томас Джефферсон, Вітні розклав на столі десять однакових купок деталей мушкетів. У кожній купці знаходилося по десять деталей. Взявши навмання по одній різної деталі з кожної купки, Вітні швидко зібрав один готовий мушкет. Ідея була настільки простою і зручною, що незабаром була запозичена багатьма інженерами і винахідниками в усьому світі. На цій ідеї взаємозамінності Е. Уїтні, власне, і побудовані всі діючі на сьогоднішній день технічні стандарти ГОСТ, ДСТУ, DIN, ISO і інші.
У той же час, в Англії (Великобританії), вела постійне технічне та технологічне суперництво з Францією, як безпосередньо, так і на території своїх колоній, давно виношувалася ідея всіляко перешкодити просуванню виробничого розвитку та просування армії Франції в разі можливого нападу на Англію або англійські колонії. Нав'язування французам, і всім іншим ворогам британської корони, який-то інший (недюймовой) системи заходів при виготовленні деталей машин і механізмів, а в тому числі і кріплення, дозволило б Англії "вставити палки в колеса" всесвітньому поширенню щойно прийнятої системи дюймової взаємозамінності і значно стримати технічне і технологічне розвиток Франції та інших світових конкурентів; унеможливити ремонт і складання англійської техніки і зброї з використанням французьких або інших англійських запчастин. Здійснення цього плану стало можливо після Великої Французької Революції під безпосереднім керівництвом англійської резидентури у Франції. Одним з результатів Великої Французької Революції було швидке введення нової метричної системи заходів, що отримала широке поширення в кінці XVIII ― початку XIX століття у Франції. У Росії метрична система заходів була введена зусиллями Дмитра Івановича Менделєєва, який замінив "Депо зразкових гир і ваг Російської Імперії" на "Головну Палату Мір і Ваг", видаливши таким чином старорусские заходи із загального обігу. А отримала широке поширення метрична система в Росії,- і можна вважати це просто збігом, ― як і у Франції, після Революції ― Жовтневій.
Основа метричної системи ― МЕТР (вважається, що від грецького "мЕтро"- міра). У кресленнях, документації і в позначеннях різьбових виробів прийнято приводити всі розміри в міліметрах (мм).
Автори нової системи заходів домовилися, що 1 метр = 1000 мм.
Згодом, Наполеону, що об'єднала майже всю Європу, вдалося поширити метричну систему у підлеглих країнах. Наполеон не захоплював Великобританію, і англійці продовжують використовувати чужу для решти європейців дюймову систему заходів, розділивши таким чином сфери впливу і протекторату в техніко-технологічному укладі світового співтовариства. Таку ж позицію займають і американці (теж колишні англійці). Самі американці й англійці називають свою систему заходів "Imperial" (імперська), а зовсім не "дюймова", як ми її називаємо. Разом з американцями "імперську" систему заходів використовують і інші "британські колоніальні держави": Японія, Канада, Австралія, Нова Зеландія та ін Так що, Британська Імперія зникла тільки географічно, і сьогодні провінції Імперії продовжують використовувати "імперську" систему заходів, а криптоколонии Імперії використовують метричну систему мір.
Метричну систему мір створювали передові уми того часу, зібрані під прапором Великої Французької Революції (всім нам зі школи відомі вчені Французької академії Наук: Шарль Огюстен де Кулон, Жозеф Луї Лагранж, П'єр-Симон Лаплас, Гаспар Монж, Жан-Шарль де Борд і ін), тому все в цій системі збудували просто, логічно, зручно і підкорено цілим круглим числом. Ну, хіба що розбивка часу на секунди, хвилини і години,― дісталася нам від стародавніх шумерів з їх шістдесяткова системою числення,― вносить деяку нестройность в метричну систему мір. Або, наприклад, поділ кола на 360 градусів. Відгомони шумерської системи числення збереглися і поділ доби на 24 години, року на 12 місяців, і в існуванні дюжини як міри кількості, а також і в розподілі фути на 12 дюймів, так як і дюймова система заходів спиралася на набагато більш давню шумерську.
 Як не бився математик-інженер Жан-Шарль де Борд з іншими академіками за логічну красу чисел, щоб у хвилині було 100 секунд, в годині 100 хвилин, а в добі 10 годин (навіть вдалося ввести в обіг нове літочислення), але, в підсумку, так нічого з цього не вийшло. Дивовижні годинник з двостандартним перехідним циферблатом наведені на фото.
Як не бився математик-інженер Жан-Шарль де Борд з іншими академіками за логічну красу чисел, щоб у хвилині було 100 секунд, в годині 100 хвилин, а в добі 10 годин (навіть вдалося ввести в обіг нове літочислення), але, в підсумку, так нічого з цього не вийшло. Дивовижні годинник з двостандартним перехідним циферблатом наведені на фото.
Цілком логічним є створення найпростішого розмірного ряду метричних різьб з кроком, скажімо, 5 мм: ... М5; М10; М15; М20 ... М40 ... М50 ...і т. д. Але! Так як машини і механізми, що вже існували на момент створення метричної системи мір, були прив'язані своїми габаритами і конфігурацією до дюймовим розмірами, то це викликало необхідність пристосовуватися до існуючих приєднувальними розмірами і габаритами. Звідси з'являються, на перший погляд, "дивні" розміри різьби: М12 (що, практично, 1/2"- півдюйма), М24 (замінює різьбу 1"), М36 (це 1 1/2"- півтора дюйма) і т. д.
Міжнародна класифікація різьб
На сьогоднішній день прийняті наступні основні міжнародні стандарти різьби (перелік далеко не повний ― є також велика кількість неосновних і спеціальних стандартів різьби, які міжнародно прийняті до застосування):

В даний час у закордонній техніці найбільшого поширення набув стандарт різьблення метричний ISO DIN 13:1988 (перший рядок таблиці) ― цим стандартом користуємося і ми (ГОСТ 24705-2004 та ДСТУ ГОСТ 16093:2018 на метричні різьби є його рідними синами). Однак, у світі використовуються і інші стандарти.
Причини, за якими міжнародні стандарти різьблення відрізняються між собою, вже описані вище. Також можна додати, що деякі стандарти різьб є спеціальними, і застосування таких різьб обмежена областю застосування деталей з цієї різьбленням (наприклад, трубна різьба, складена англійським інженером-винахідником Уитвортом, BSP застосовується тільки в деталях з'єднань трубопроводів).
Циліндрична різьба метрична
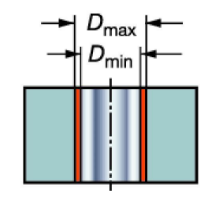
Метричні різьби, застосовувані для кріпильних деталей бувають різні, але найпоширеніші ― це різьблення метричні циліндричні (тобто деталь з різьбою має циліндричну форму і діаметр різьби не змінюється по довжині деталі) з трикутним профілем з кутом профілю 600

Далі мова піде тільки про найпоширенішою метричній різьбі ― циліндричної. В метричній циліндричної різьби для позначення розміру різьби свинчиваемых деталей береться зовнішній діаметр різьби болта. Виміряти точно різьбу гайки при цьому важко. Для того, щоб дізнатися діаметр різьби гайки, необхідно виміряти зовнішній діаметр відповідного цій гайці болта (на який вона нагвинчує).

М ― зовнішній діаметр різьби болта (гайки) ― позначення розміру різьби
Н ― висота профілю метричної різьби різьблення, Н=0,866025404×Р
Р ― крок різьби (відстань між вершинами профілю різьби)
dСР - середній діаметр різьби
dВН - внутрішній діаметр різьби гайки
dВ - внутрішній діаметр різьби болта
Позначається метрична різьба латинською буквою М. Різьблення може бути великої, дрібної і особливо дрібної. За нормальну прийнята велика різьба:
- якщо крок різьби великий, то розмір кроку не пишеться: М2; М16 ― для гайки; М24х90; М90х850 ― для болта;
- якщо крок різьби дрібний, то розмір кроку пишеться в позначенні через символ х: М8х1; М16х1,5 ― для гайки; М20х1,5х65; М42х2х330 ― для болта;
Циліндрична різьба метрична може мати праве і ліве напрямок. Базовим вважається праве напрям: воно за замовчуванням не позначається. Якщо напрям різьби ліве, то після позначення ставиться символ LH: М16LH; М22х1,5LH ― для гайки; М27х2LHх400; М36LHх220 ― для болта;
Точність і поле допуску метричної різьби
Метрична циліндрична різьба розрізняється по точності виготовлення і ділиться на класи точності. Класи точності і поля допусків метричної конічної різьби наведені в таблиці:
| Клас точності | Поле допуску для різьблення | ||||||
| зовнішній: болт, гвинт, шпилька | внутрішній: гайка | ||||||
| Точний | 4g | 4h | 4H | 5H | |||
| Середній | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубий | 8g | 8h | 7G | 7H | |||
Найбільш поширений клас точності середній з полем допуску різьби: 6g ― для болта (гвинта, шпильки) і 6Н ― для гайки; такі допуски легко витримуються у виробництві при виготовленні різьби методом накатки на різьбонакатних верстатах. Позначається через тире після розміру різьби: М8-6gx20; M20x1,5-6gx55 ― для болта; М10-6Н; М30х2LH-6Н ― для гайки.
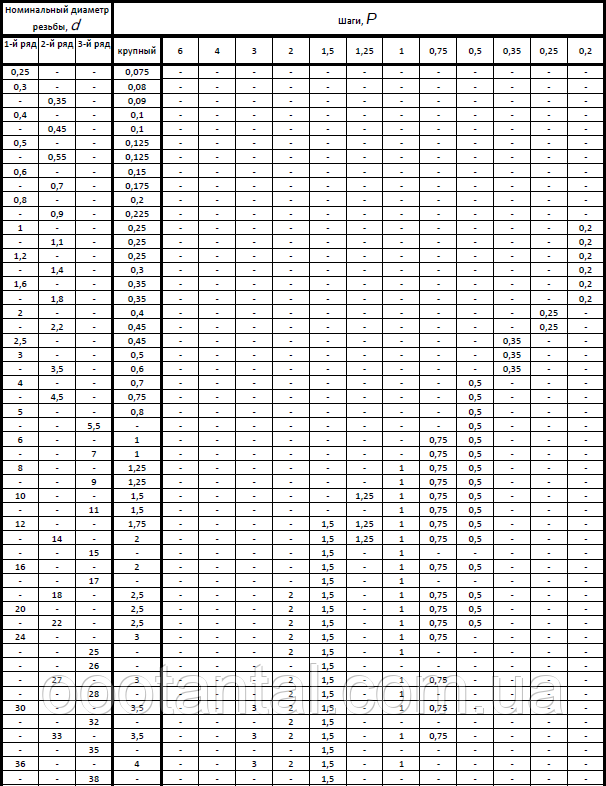
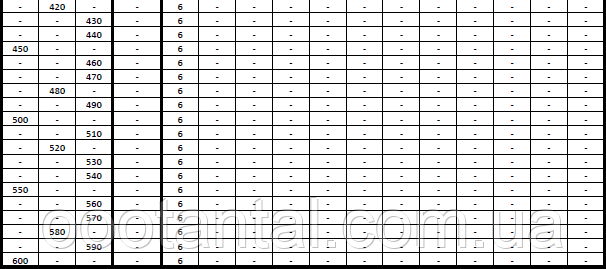
Діаметри і кроки метричної різьби
Всі діаметри метричної різьби поділені на три умовних ряду за ступенем уподобання і вживаності (див. таблицю далі): найбільш поширені різьблення з 1-го ряду, найменш рекомендовані до використання різьблення метричні з 3-го ряду (вони мають дуже вузьку область використання і рідко зустрічаються в машинобудуванні). Таким чином, щоб максимально уникнути проблем з кріпильними різьбовими комплектуючими при виготовленні, експлуатації і ремонті, інженерам-конструкторам рекомендується закладати в конструкцію машин і механізмів різьблення з 1-го ряду. Також кожному діаметру метричної різьби відповідає кілька кроків: великий ― основний крок для застосування; дрібний ― додатковий крок для регулювального і високоміцного кріплення; особливо дрібні ― найменш рекомендовані до застосування. У свою чергу, інструментальна промисловість випускає у найбільшій кількості різьбонарізний інструмент для метричної різьби з 1-го ряду з великим кроком різьби. А найбільш труднонаходимые, часом майже ексклюзивні і дорогі, резьбонарезающие інструменти для різьби з 3-го ряду з дрібним і особливо дрібним кроком.

Як визначити крок метричної різьби
- найпростіший спосіб ― виміряти довжину десяти витків і розділити на 10.

- можна скористатися спеціальним інструментом ― резьбомером метричним.

У наступній таблиці наведено перелік діаметрів метричної різьби і відповідних кожному діаметру кроків різьби.


Дюймові різьби
Як вже згадувалося раніше, батьківщиною стандартизованою різьблення можна вважати Великобританію з її англійською системою мір. Найвидатніший англійський інженер-винахідник, опікується наведенням порядку з різьбовими деталями, це Джозеф Утворити (Joseph Whitworth), або Йосип Вітворт, так теж правильно. Утворити виявився талановитим і дуже діяльним інженером; настільки активним і заповзятливим, що розроблений ним у 1841 році перший різьбовий стандарт BSW був затверджений до загального застосування на державному рівні в 1881 році. До цього моменту різьблення BSW стала найпоширенішою дюймової різьбленням не тільки у Великобританії, але і в Європі. Плідний Дж. Утворити розробив ще цілий ряд інших стандартів дюймових різьб спеціального застосування; деякі з них широко застосовуються і донині.

Спочатку різьблення BSW знайшла застосування і в Сполучених Штатах Америки. Однак інтенсивна індустріалізація в США вимагала багато різьбового кріплення, а різьблення Вітворта була технічно складною при масовому виробництві, як і металорізальні інструменти для неї. У 1864 році американський промисловець-виробник металорізального інструменту і кріплення Вільям Селлерс запропонував спростити різьблення BSW шляхом зміни кута і форми профілю різьби, що призводило до здешевлення та спрощення виробництва різьбового кріплення. Інститут Франкліна прийняв систему У. Селлерса і рекомендував її як державного стандарту. До кінця ХІХ століття американська дюймова різьба поширилася і в Європі, і навіть частково витіснила англійську, завдяки більш низькій собівартості виробництва кріплення. Несумісність різьб Вітворта і Селлерса стала причиною багатьох технічних ускладнень на початку ХХ століття. В результаті, в 1948 році прийняли і затвердили міжнародну Уніфіковану систему дюймових різьб, яка включала елементи як різьблення Вітворта, так і різьблення Селлерса ― самі основні дюймові різьблення цієї системи UNC і UNF актуальні і зараз.
Як розібратися з дюймовими різьбами
Для людини, вихованої в метричній системі мір, найпростіше розібратися з дюймовими різьбами, вимірявши штангенциркулем в міліметрах зовнішній діаметр різьби, внутрішній діаметр і крок різьби (вимірюється в числі витків на дюйм). Вимірювати необхідно з точністю до десятих і сотих часток міліметра. Потім необхідно по довідковим таблицям дюймових різьб (основні наводяться далі) підібрати збіг отриманої комбінації. Таким чином, при наявності довідкових таблиць і штангенциркуля, можна легко розібратися з ідентифікацією того чи іншого дюймового кріплення, як гайок, так і болтів, гвинтів.
Як визначити крок дюймової різьби
Як ми вже знаємо, 1 дюйм доволі незручна і порівняно велика величина. Тому серу Джозефу Утворити здалося важким точно виміряти в частках дюйма відстань між вершинами профілю різьби (як ми це робимо з метричною різьбою), і він вирішив, що найбільш простим і досить точним параметром кроку різьби буде не відстань між вершинами профілю, а кількість витків різьби, яка міститься в 1 дюйм довжини різьби ― витки можна порахувати навіть візуально.

Так донині і визначають крок будь-дюймової різьби ― у кількості витків на дюйм.
- Отже, перший спосіб ― прикласти до різьбі дюймову лінійку (підійде і звичайна метрична з відміткою на 25,4 мм) і порахувати кількість витків, яке поміщається в 1 дюйм (25,4 мм). На прикладі показана дюймова різьба з кроком 18 витків на дюйм.

- другий спосіб ― можна скористатися спеціальним інструментом ― резьбомером для дюймової різьби (правда, необхідно знати яку дюймову різьбу Ви збираєтеся виміряти, так як англійська і американська дюймові різьблення відрізняються по куту профілю різьби: 55° і 60°)


Далі будуть розглянуті деякі найбільш поширені стандарти дюймових різьб, з якими можна зустрітися в сучасних конструкційних різьбових вузлах, механізмах і машинах.
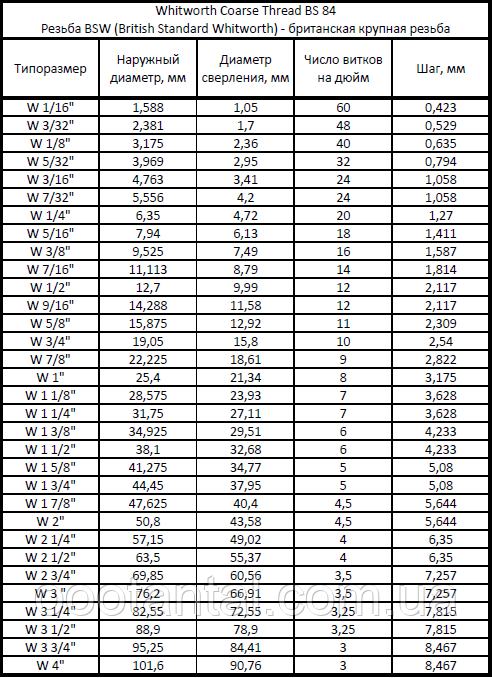
Дюймова англійська циліндрична різьба Вітворта BSW (British Standard Whitworth)

Це циліндрична дюймова різьба з великим кроком, передбачена Дж. Уитвортом для загального застосування. Ідея Дж. Вітворта полягала в тому, що він пропонував раз і назавжди закріпити для болтів і гвинтів одного типу і розміру строго певні параметри різьби: профіль, крок і висота профілю різьби. Грунтуючись на власному досвіді і умовиводи, Дж. Утворити наполягав, щоб кут профілю різьби (кут між сторонами сусідніх витків) дорівнював 55°. Вершини витків різьби і підстави западин різьблення повинні бути закруглені на 1/6 висоти вихідного профілю ― таким чином Утворити хотів досягти щільності (герметичності) різьби і підвищити її міцність, збільшивши площу контакту болта і гайки. Крок різьби повинен визначатися числом витків різьби на один дюйм довжини різьби; при цьому число витків різьби на 1 дюйм не повинно бути постійним для всіх діаметрів різьби, а повинно залежати від діаметра різьби болта або гвинта: чим менше діаметр, тим більше витків різьби на дюйм, чим більше діаметр різьби, тим, відповідно, менше число витків на дюйм довжини різьби.
Позначається латинською буквою W, після якої ставиться розмір зовнішнього діаметра болта, що вимірюється в дюймах:
- позначення гайки: W 1/4" (гайка з дюймовою різьбою Вітворта одна четверта дюйма);
- позначення болта (гвинта): W 3/4"х1 1/2" (болт з дюймовою різьбою Вітворта три чверті дюйма завдовжки півтора (один і одна друга) дюйма).
Параметри різьби в міліметрах BSW наведені у наступній таблиці (для гайок ― дивіться стовпець "Діаметр свердління, мм" ― це діаметр внутрішнього отвору гайки для нарізання різьби).
Незважаючи на те, що всі провінції Британської Імперії вже давно користуються уніфікованої дюймової різьбленням UNC, яка замінила BSW, в метрополії англійці і по сей день не відмовилися від застарілої різьблення Вітворта.
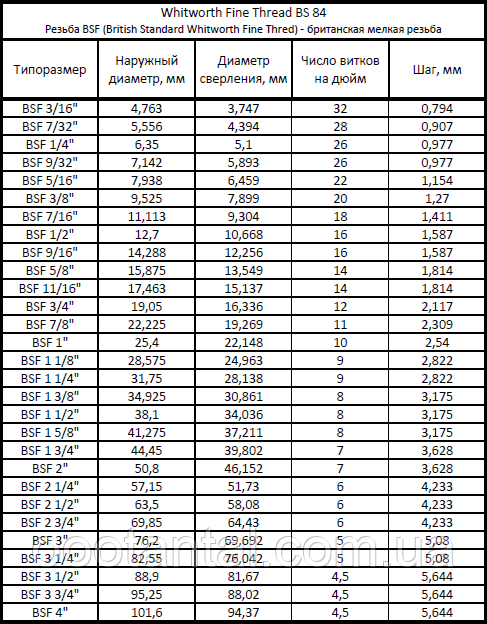
Дюймова англійська циліндрична дрібна різьблення Вітворта BSF (British Standard Whitworth Fine Thread)

Дюймова циліндрична дрібна різьблення BSF була дуже поширена до 50-х років ХХ століття, поряд з різьбленням BSW. Застосовувалася для виготовлення точного і високоміцного кріплення. Згодом їй на зміну прийшла уніфікована дюймова дрібна різьблення UNF. Хоча, англійці користуються різьбленням BSF і в наш час.
Позначається латинськими літерами BSF, після яких ставиться розмір зовнішнього діаметра болта, що вимірюється в дюймах:
- позначення гайки: BSF 1/4" (гайка з дюймової дрібною різьбою Вітворта одна четверта дюйма);
- позначення болта (гвинта): BSF 3/4"х1 1/2" (болт з дюймової дрібною різьбою Вітворта три чверті дюйма завдовжки півтора (один і одна друга) дюйма).
Параметри різьби в міліметрах BSF наведені у наступній таблиці (для гайок ― дивіться стовпець "Діаметр свердління, мм" ― це діаметр внутрішнього отвору гайки для нарізання різьби).
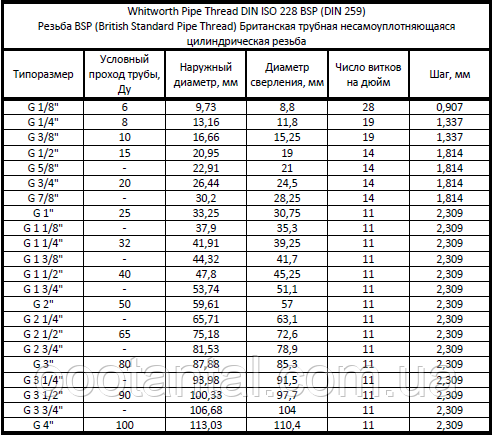
Дюймова англійська циліндрична несамоуплотняющаяся трубна різьба Вітворта BSP (British Standard Whitworth Pipe Thread)

Обов'язково варто згадати трубну різьбу Вітворта, так як вона з моменту винаходу і до теперішнього часу має широке застосування в усьому світі для деталей різьбових з'єднань трубопроводів: зганянь, преходов, фітингів, муфт, двійників, трійників, контргайок сталевих по ГОСТ 8968-75 та ін; а також для трубопровідної арматури: крани, вентилі та ін.

На пострадянському просторі діє адаптований радянськими інженерами стандарт трубної циліндричної різьби Вітворта BSP ― це різьблення по ГОСТ 6357-81.
Позначається латинською літерою G, після якої ставиться числове значення умовного проходу труби в дюймах (це число не є ні зовнішнім, ні внутрішнім діаметром різьби або труби):
- позначення контргайки: G 1/4" (контргайка з дюймової та трубної циліндричної різьбленням Вітворта на трубу з умовним прохідним діаметром одна четверта дюйма); Та ж сама контргайка у вітчизняному машинобудуванні позначається: Dn8 (контргайка на трубу з умовним проходом 8 мм)
Тут необхідно прояснити ситуацію з позначенням розміру трубної різьби BSP. Труби позначаються "умовним проходом труби" або "номінальним діаметром труби", які слабо пов'язані з дійсними реальними розмірами труби. Наприклад, візьмемо сталеву трубу 2" (двухдюймовую): вимірявши її внутрішній діаметр і перевівши в дюйми, ми з подивом з'ясуємо, що він становить близько 2⅛ дюйма, а її зовнішній діаметр складе близько 2⅝ дюйма ― ось така нісенітниця!.
Як визначити справжній діаметр труби?
На жаль, не існує якоїсь формули для перекладу "трубних дюймів" в міліметри або "звичайні" дюйми з метою дізнатися реальний зовнішній чи внутрішній діаметр труби. Для визначення відповідності "умовного дюймового діаметра", "зовнішнього діаметра труби" і "діаметр трубної різьби" необхідно користуватися довідковою літературою та нормативною документацією (стандартами).
Нижче наведена таблиця, яка складена шляхом об'єднання відомих стандартів воєдино (може бути, вона і неповна, але зможе допомогти з визначенням трубної різьби BSP; для контргайок ― дивіться стовпець "Діаметр свердління, мм" ― це діаметр внутрішнього отвору гайки для нарізування різьблення)
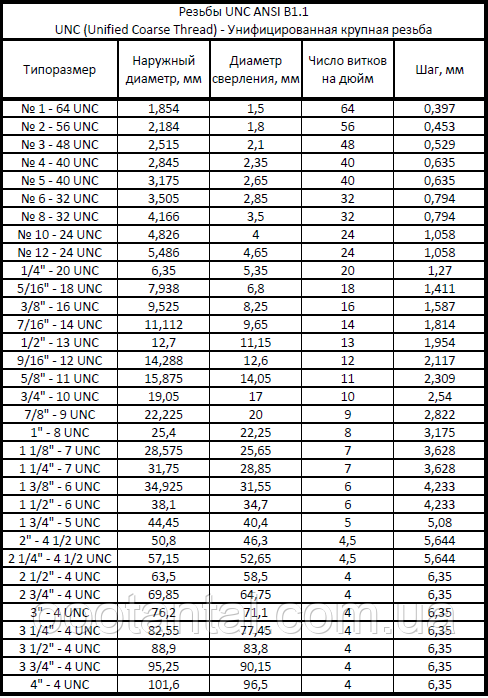
Дюймова уніфікована циліндрична різьблення UNC (Unified National Coarse Thread)

Циліндрична дюймова різьба UNC, в остаточному вигляді, була розроблена Американським національним інститутом стандартів (ANSI / ISO) і стала міжнародним стандартом дюймової різьби з великим кроком, і, фактично, являє собою втілення технічних ідей американського промисловця Селлерса по удосконаленню різьблення Вітворта. Удосконалення, по суті, звівся до зміни кута профілю з незручних 55° на 60° і до відмови від заокруглень на вершинах профілю різьби, ― тепер поверхня вершин стала плоскої і становить 1/8 кроку різьби. Западини можуть бути плоскими, але переважні округлені.
Різьба UNC в даний час є найпоширенішою у світі дюймової різьбленням і рекомендується як бажана для застосування.
 Прийняте позначення дюймової великої різьби UNC включає в себе літерне вказівка типу різьби (власне UNC) і номінальний діаметр різьби в дюймах. Додатково в позначенні можуть бути наведені: крок різьби, зазначений через тире (TPI ― threads per inch ― кількість витків на дюйм), напрямок (ліве або праве). Дюймові великі різьблення UNC розміром менше, ніж 1/4", у зв'язку з труднощами при їх вимірюванні, прийнято позначати номерами від №1 до №12, із зазначенням через тире кроку різьби, що вимірюється у кількості витків на дюйм.
Прийняте позначення дюймової великої різьби UNC включає в себе літерне вказівка типу різьби (власне UNC) і номінальний діаметр різьби в дюймах. Додатково в позначенні можуть бути наведені: крок різьби, зазначений через тире (TPI ― threads per inch ― кількість витків на дюйм), напрямок (ліве або праве). Дюймові великі різьблення UNC розміром менше, ніж 1/4", у зв'язку з труднощами при їх вимірюванні, прийнято позначати номерами від №1 до №12, із зазначенням через тире кроку різьби, що вимірюється у кількості витків на дюйм.
Наприклад: Позначення болта з дюймовою різьбою 1/4" – 20UNСх2 1/2"
- UNС - тип різьблення ― уніфікована дюймова різьба з великим кроком
- 1/4" ― позначення діаметра різьби (по таблиці різьблення UNС, наведеній нижче, для болта зовнішній діаметр різьби відповідає 6,35 мм, для гайки ― діаметр отвору гайки всередині відповідає 5,35 мм)
- 20 ― крок різьби, виміряний в кількості витків на дюйм довжини різьби (кількість витків, яке поміщається в 25,4 мм)
- 2 1/2" ― довжина болта в дюймах (приблизно відповідає 63,5 мм)
Параметри різьби в міліметрах UNC наведені у наступній таблиці (для гайок ― дивіться стовпець "Діаметр свердління, мм" ― це діаметр внутрішнього отвору гайки для нарізання різьби).
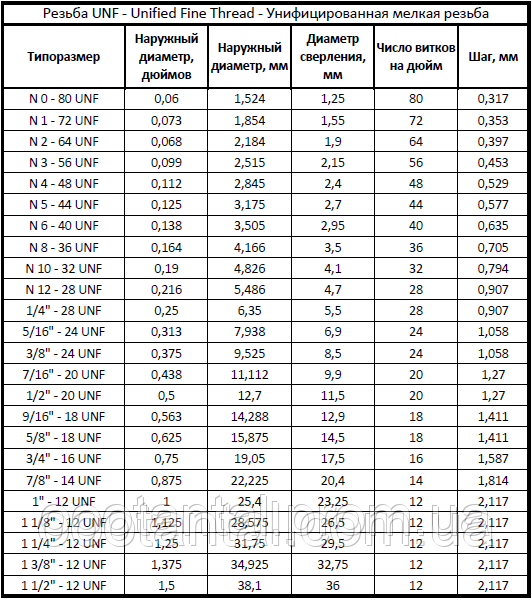
Дюймова уніфікована циліндрична дрібна різьблення UNF (Unified National Fine Thread)

Різьба UNF ― циліндрична дюймова різьблення з дрібним кроком, використовувана для регулювального і високоміцного кріплення.
Різьба UNF, поряд з різьбленням UNC, в даний час є найпоширенішою у світі дюймової різьбленням і також рекомендується як бажана для застосування у випадках, коли потрібне більш дрібний крок різьблення.
Обозначение дюймовой мелкой резьбы UNF аналогично обозначению резьбы UNC и также включает в себя буквенное обозначение типа резьбы и номинальный диаметр в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы , указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое, правое). Резьбы UNF размером меньше 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами, от №0 до №12, с указанием через тире шага резьбы в количестве витков на дюйм.
Например: Обозначение болта с дюймовой резьбой 1/4” – 28UNFх2 1/2”
- UNF - тип різьблення ― уніфікована дюймова різьблення з дрібним кроком
- 1/4" ― позначення діаметра різьби (по таблиці різьблення UNF, наведеній нижче, для болта зовнішній діаметр різьби відповідає 6,35 мм, для гайки ― діаметр отвору гайки всередині відповідає 5,5 мм)
- 28 ― крок різьби, виміряний в кількості витків на дюйм довжини різьби (кількість витків, яке поміщається в 25,4 мм)
- 2 1/2" ― довжина болта в дюймах (приблизно відповідає 63,5 мм)
Параметри різьби в міліметрах UNF наведені у наступній таблиці (для гайок ― дивіться стовпець "Діаметр свердління, мм" ― це діаметр внутрішнього отвору гайки для нарізання різьби).
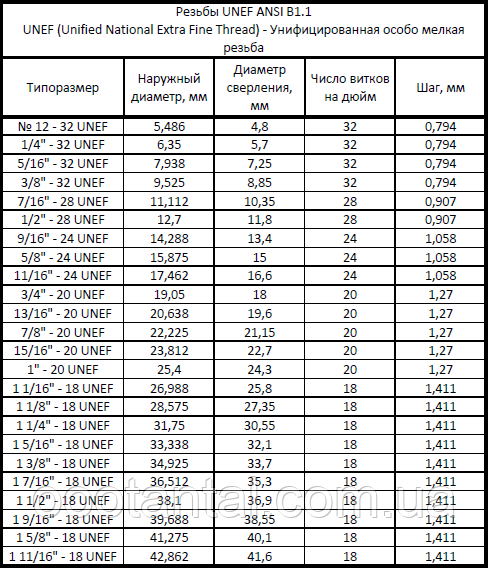
Дюймова уніфікована циліндрична особливо дрібна різьблення UNEF (Unified National Extra Fine Thread)

Різьба UNEF ― циліндрична дюймова різьба з особливо дрібним кроком, що використовується для кріплення і високоточного різьбових деталей точних механізмів ― спеціальна дюймова різьба.
Позначається аналогічно резьбам UNF і UNC.
Параметры в миллиметрах резьбы UNEF приведены в следующей таблице (для гаек ― смотрите столбец "Диаметр сверления, мм" ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
Существуют также другие стандарты на дюймовые резьбы, но они являются специальными, узкоспециальными, редкоиспользуемыми и не рекомендуются к применению, ― поэтому приводить их и не будем.